Арматура

Арматура относится к прокату, сделанному в основном из металла. Также для изготовления применяются композитные материалы. Чаще всего она выглядит в виде гладких или рельефных прутков, используемых для сцепления бетонных конструкций. Кроме того, сфера применения арматуры очень широкая, поскольку без нее трудно обойтись при изготовлении различных строительных конструкций.
Общее представление об арматуре
Строительная арматура, выполненная из любого материала, представляет собой изделие, предназначенное для усиления конструкций. Если при изготовлении используется металл, то из нее можно сварить каркас, который становится базой бетонных площадок или фундамента. К основным параметрам арматуры относится ее диаметр — он может варьироваться в пределах 4-80 мм. При этом она выпускается в виде разной длины стержней. Их размеры могут составлять 6-12 м.
Если прутья изготавливаются из стали, то они обеспечивают упругость будущей конструкции. У застывшего бетона значительно повышается способность сопротивляться нагрузкам. При этом нельзя допускать излишнего использования арматуры, поскольку из-за повышенного напряжения в бетонных изделиях могут появляться трещины.
В зависимости от технических характеристик, арматура имеет множество классификаций. Она бывает гладкой, рифленой, волнистой, сварной, с резьбовыми соединениями. В последнем случае отличный пример — арматура с конической резьбой. Более подробно о таком механическом соединении мы рассказывали здесь.
Подразделение на классы
Маркировка арматурного проката ведется в соответствии с разработанным государственным стандартом. В его состав входят буквы и цифры. Количества классов насчитывается три:
- А — так обозначается стержневая арматура.
- Вр — это проволочная арматура, используемая для соединения в конструкции основных элементов.
- К — здесь имеется в виду канатная арматура, используемая в конструкциях для создания необходимого напряжения между деталями. Она находит применение в крупном строительстве, а для индивидуальных целей устанавливается редко. Причина состоит там, что при ее монтаже требуется много усилий.
После букв следуют цифры, значение которых может быть от 1 до 6. Их увеличение указывает на повышение прочности изделий. Выбор необходимого типа арматуры осуществляется еще в момент проектирования железобетонных конструкций. Именно на этой стадии разрабатывается процесс соединения компонентов в единый каркас. Стыковка может вестись сваркой или путем обмотки стальной проволокой.
Стержневая арматура
Арматура класса «А» чаще всего используется в монолитном строительстве. Кроме буквы она маркируется еще цифрами:
- A I (А240). Изготавливается из горячекатаной стали, имеет гладкий профиль и круглое сечение. Материал хорошо сваривается, а после установки бетонный монолит приобретает высокую морозостойкость и пластичность.
- A II (А300). Это рифленые изделия, диаметр которых может составлять 10-50 мм. Арматура в основном используется для формирования в бетоне предварительного напряжения. В результате изготовленная конструкция при длительной эксплуатации не дает трещин.
- A III (А400). Выпускаемые стержни бывают гладкими и рифлеными, а диаметр можно составлять 6-40 мм. Такие изделия применяются в индивидуальном строительстве и при возведении высотных домов. Если на маркировке присутствует Буква «С», то изделия хорошо поддаются сварке.
- A IV (А600). Такая арматура изготавливается из двух видов стальных сплавов, поэтому может использоваться в качестве компонентов для предварительного напряжения бетона. Диаметр выпускаемых прутков составляет 10-32 мм.
- A V (А800). В данный класс входят стержни с рифлением, изготовленные из высокоуглеродистой стали. Они выпускаются диаметром 6-36 мм. Используются изделия для установки в железобетонные конструкции повышенной длины.
- A VI (А1000). Это низколегированные стержни с толщиной 6-32 мм. Они имеют высокие качественные характеристики, поэтому создают большие напряжения в монолитных конструкциях.
- А400С. Изготавливается арматура из горячего проката диаметром до 40 мм. Особенность компонентов — присутствие на поверхности двух продольных ребер. Изделия в основном находят применение в многоэтажном строительстве.
- А500С. После изготовления данный класс арматуры подвергается повышенной термической обработке. Используются изделия в серийных железобетонных конструкциях, на которые не воздействуют большие динамические нагрузки. Данная тема хорошо изложена здесь.
- А600С. Это коррозионностойкие стержни, изготовленные из углеродистого сплава, в котором присутствуют ванадий и молибден. Изделия повышенной прочности нашли применение в местах, где возможны землетрясения.
В целом для изготовления стержневой арматуры чаще всего используется углеродистая сталь, которая является наиболее распространенным конструкционным материалом. Для увеличения прочности иногда еще добавляются легирующие элементы, позволяющие даже в небольших количествах значительно повысить эксплуатационные характеристики арматуры, такие как прочность, пластичность и коррозионная стойкость.
Если в арматуру добавлены легирующие элементы, то получаемый армирующий каркас можно устанавливать в местах, где присутствует повышенная сейсмическая опасность. Также он выдерживает длительную эксплуатацию в регионах с холодной погодой. Обычно такая арматура чаще всего применяется при строительстве объектов, на которых воздействует высокая динамическая нагрузка.
Поскольку углеродистая сталь хорошо поддается термообработке, она подвергается закалке. В таком случае арматура маркируется дополнительно буквами «АТ». Если изделия устойчивы к щелочному воздействию, то на это указывает буква «К». Та арматура, которая хорошо поддается сварке, маркируется буквой «С».
Арматура в виде проволоки Вр
Проволока класса Вр относится к холоднокатаной продукции. Изготавливается она на основании разработанного стандарта диаметрами 3, 4 и 5 мм. Такие изделия по форме профиля выпускают двух видов:
- Гладкая. Это круглый материал с ровной поверхностью.
- Периодическая. На поверхности присутствуют рифы, высота которых может составлять до 0,25 мм, а длина — 1 мм.
С учетом механических свойств арматурная проволока разделяется на два типа:
- Обыкновенная. В качестве исходного материала для изготовления используется низкоуглеродистая сталь. Такая проволока хорошо сваривается, поэтому из нее формируются каркасы для железобетонных конструкций.
- Высокопрочная. Изготавливается из углеродистой стали методом многократного волочения с последующим низкотемпературным отпуском. Высокопрочная арматурная проволока не сваривается, но по прочностным характеристикам значительно превосходит изделия обыкновенного качества.
Все типы арматурной проволоки активно применяются в строительных работах. При этом арматура более высокого качества используется при возведении ответственных объектов.
Канатная арматура
Арматура в виде каната включает в себя несколько свитых проволок. При этом в ней имеется центральная часть, вокруг которой обвивается весь материал. Отличительной особенностью таких изделий является их высокая гибкость. Заложенная в фундамент канатная арматура хорошо воспринимает все изгибающие моменты, не теряя своих первоначальных характеристик. С целью увеличения срока службы уложенные слои пропитаются специальным смазочным составом, а также могут заключаться в полимерную защитную оболочку.
В процессе изготовления канатной арматуры каждая намотанная проволока плотно прилегает к поверхности. В результате создается надежное и прочное сцепление. Количество намотанных проволок может доходить до 12 единиц, а общий диаметр — достигать 14-15 мм.
Поставка канатов ведется в виде бухт, намотанных на специальные деревянные барабаны. Длина каждого размотанного изделия может составлять 1000 м. В некоторых случаях требуется увеличение размера, тогда для этих целей используется сварка. Технологический процесс также предусматривает использование опрессовываемых гильз.
Классификация по типу профиля
Выпускаемая арматура может иметь гладкую или рельефную поверхность. Каждая из них находит применение для выполнения определенных работ. Для изготовления используется разработанные стандарты.
Гладкие изделия
На поверхности гладкой арматуры полностью отсутствуют рифления, поэтому использовать ее в местах, где требуется повышенные прочность, не рекомендуется. При этом такие изделия обладают универсальностью, поскольку могут устанавливаться в любых местах, где отсутствуют увеличенные нагрузки. Примером служат конструкции декоративного назначения. В этом случае гладкая арматура применяется как материал, имеющий меньшую стоимость. Также ее используют в таких случаях:
- Закладывается в швы между кирпичами для лучшего сцепления.
- При формировании стяжки пола.
- В раствор во время укладки тротуарной плитки.
- При возведении бетонных стен, у которых отсутствует несущая нагрузка.
Кроме строительства гладкая арматура может применяться для решения следующих задач:
- Для изготовления метизов в виде шпилек, болтов или гаек.
- При создании заборов.
- Как металлические стержни при заземлении.
Во всех этих случаях нет необходимости использования рифленой поверхности.
Рифленый профиль
Арматура, у которой на поверхности присутствуют различные выступы, относится к рифленым изделиям. Конфигурация бывает следующих видов:
- Кольцеобразная. Преимущество таких выступов — их хорошее сцепление с бетоном. К недостатку относится слабость прутка в месте впадин. Именно здесь при повышенных нагрузках может случиться перелом арматуры.
- Серповидная. На поверхности таких изделий выступы нанесены под углом, что устраняет недостаток кольцеобразной конфигурации. Однако такой вид профиля имеет свой минус, потому что в данном случае наблюдается не такое прочное сцепление с застывшим раствором.
- Смешанная. Этот профиль является оптимальным, потому что в нем отсутствуют оба вида недостатков, присутствующие у кольцеобразной и серповидной арматуры. Однако изготовление таких изделий ведется по более сложной технологии, что увеличивает цену на продукцию.
Все три типа рифленых профилей находят широкое применение при строительных работах. Они являются незаменимым материалом в случае необходимости создания надежных железобетонных конструкций.
Разновидности по способу изготовления
Производителями выпускается арматура, которая может изготавливаться двумя способами:
- Горячекатаный. В качестве исходного материала для изготовления стержней горячекатаным способом используются стальные болванки прямоугольного профиля. Техническим языком они называются «блюмом». На первом этапе такие заготовки разогреваются в печи до пластичного состояния, а затем прогоняются через прокатный стан, в котором установлена серия валков. На последней операции формируется требуемое сечение арматуры. В результате получается конечная продукция, обладающая высокой прочностью. Такая арматура может быть использована в местах, где присутствует большая нагрузка.
- Холоднодеформированный. Кроме горячего способа изготовление арматуры также ведется и механическим методом. Получаемые изделия формируются без предварительно нагрева. В качестве исходного материала используется моток проволоки, которая также пропускается через систему волков. Постепенно она формируется в арматуру нужного диаметра. Перед отправкой потребителю полученная продукция разрезается на мерные заготовки. Изготовленная холоднодеформированным методом арматура хорошо сваривается, поэтому из нее можно изготавливать каркас для железобетонных изделий. Также стержни обладают красивыми эстетическими качествами, поэтому часто идут на создание различных архитектурных форм.
Каким бы способом не изготавливалась арматура, она всегда остается востребованной в различных отраслях народного хозяйства.
Разделение по материалу
В зависимости от исходного материала, арматура разделяется на следующие группы:
- Из углеродистой стали. В качестве исходного материала используется сплав, в котором основными элементами являются железо и углерод. В том случае, когда процент углерода увеличивается, существенно повышается прочность арматуры. При этом у нее понижается способность сопротивляться излому, поскольку появляется хрупкость. Кроме того, повышенное присутствие в арматуре углерода усложняет процесс сварки.
- Из легированной стали. В этом случае кроме углерода еще добавляются хром, титан, марганец, молибден, вольфрам. По количественному составу они могут присутствовать в разном процентном содержании, а их добавление ведется с учетом того, на какие характеристики делается упор в данном изделии. Арматура из легированной стали относительно хуже поддается сварке.
Не во всех случаях для работы следует использовать арматуру с легирующими добавками, поскольку ее цена значительно выше. Часто свойств обычной углеродистой стали для конструкции бывает вполне достаточно.
Арматура по назначению
Во время создания каркаса каждая разновидность прутьев занимает в нем определенное положение. Здесь арматура различается по значению:
- Рабочая. Такая арматура используется в местах расположения длинных конструкций. К ним относятся ленточные фундаменты, плиты перекрытия, вертикальные колонны. Стержни же укладываются вдоль длинных сторон сооружения. Делается для того, чтобы они воспринимали на себя растягивающие усилия и тем самым повышали прочность конструкции.
- Распределительная. Такие изделия носят вспомогательные функции. Они укладываются в местах, где уже присутствуют основные стержни с целью ужесточения каркаса. Делается для того, чтобы возникающие нагрузки равномерно распределялись между всеми элементами строительной конструкции.
- Монтажная. Задачи этой арматуры состоят в обеспечении точности формы каркаса на протяжении его транспортировки, установки в опалубку и последующей заливке раствором. В качестве исходного материала, как правило, используется рифленая арматура.
Разделение арматуры по назначению является важным моментом, поскольку в каждом конкретном случае она должна обладать определенными характеристиками.
Композитная арматура
Альтернативой стальным аналогам выступает композитная арматура. В зависимости от материала изготовления, она разделяется на следующие виды:
- Стеклокомпозитная. В ее состав входят стекловолокно и специальные смолы.
- Базальтокомпозитная. Основой является базальт, который расплавляется и вытягивается в тонкие волокна.
- Комбинированная композитная. Это стекловолокнистые стержни, покрытые сверху пластиковой намоткой.
- Углекомпозитная. В состав арматуры входят углеродные нити, толщина которых составляет 3-5 мкм.
- Арамидокомпозитная. Эти детали, основу которых составляют полиамидные молекулярные цепочки. Прочность и надежность изделиям придают возникающие во время процесса формовки водородные связи.
Арматура относится к популярному материалу, который находит применение во множестве отраслей промышленности и в быту. Причина состоит в высоких качественных характеристиках прутков, простоте их изготовления и невысокой цене. Большинство строительных конструкции невозможно представить себе без арматуры, поскольку заменить ее другими изделиями нельзя. Именно поэтому спрос на арматуру остается постоянно высоким.
Игорь Коваль: «Действующие ГОСТы для добавок в бетон серьезно устарели»

Существующая нормативная база по разработке и применению добавок в бетон требует коррекции. Такие выводы делает руководитель научно-технического центра ООО «Полипласт Северо-Запад» Игорь Коваль. По его мнению, устаревшие ГОСТы не только не позволяют оценивать фактическую эффективность современных добавок, но и тормозят развитие рынка.
– Игорь Валерьевич, действительно ли действующая нормативная документация, а именно ГОСТы на химические и минеральные добавки в бетон, не отвечает запросам производителей?
– К сожалению, это так. Поэтому коррекция нормативов, касающихся применения добавок в бетоне, необходима. Один из важных отраслевых ГОСТ 30459-2008 «Добавки для бетонов и строительных растворов. Определение и оценка эффективности» не пересматривается уже 12 лет. Ряд методик уже не соответствует реальности, они устарели по номенклатуре типов добавок, технологиям производства конструкций, применения бетонов в холодный период года.
В частности, ГОСТ 30459-2008 при оценке эффективности добавок для ЖБИ использует режим прогрева +80 °С. При этом сравнение ведут на контрольном бездобавочном бетоне с величиной осадки конуса ОК = 1–4 см (марка смеси П1) и бетонах с суперпластификатором с ОК = 21 см (марка смеси П5). Техническая проблема в том, что в бетонах с абсолютно разными марками смеси П1 и П5 и неизменной величиной водоцементного отношения в 95% случаев результаты не покажут идентичную прочность – в частности, за счет действия расслоения смеси и погрешности испытаний.
Кроме того, температура +80 °С практически не используется в ЖБИ, КПД, ДСК и отрицательно влияет на физико-механические характеристики бетона по прочности и особенно на параметр качества – долговечность. Производственные режимы на современных продуктах и технологических линиях ограничены +50–60 °С. В связи с этим методика с оценкой при +80 °С и марках смеси П1 против П5 (ОК = 21 см и более), которая в реальности также не используется на заводах ЖБИ (за исключением СУБ или «кассет»), не позволяет оценивать эффективность добавок, т. е. нарушены смысл и цели, декларируемые в данном ГОСТ.
– Какие еще есть несоответствия?
– Серьезные проблемы с методикой оценки эффективности противоморозных добавок по «теплому» и «холодному» методам. Если первый метод используется на практике, то по второму, «холодному», оценить противоморозный эффект добавок почти невозможно. Даже обычные добавки-пластификаторы и просто бездобавочный бетон часто оказываются противоморозными. «Секрет Полишинеля» заключается во времени выдерживания бетона при оттаивании в нормальной температуре (+20 °С). Причем разрешенное время оттаивания до испытаний – от 24 до 48 часов – принимается согласно ТУ производителя добавок. На практике при температуре в теле бетона –12-15 °С не существует химических компонентов, обеспечивающих гидратацию цемента при условии использования добавок в разрешенном нормативами количестве не более 5% от массы цемента. Из этого следует, что бетоны, выдерживаемые по «холодному» методу, не твердеют на проверяемой минусовой температуре и прочность набирают из пластичного состояния смеси сразу после оттаивания за 24 или 48 часов. Ряд технических возможностей и адекватная оценка поликарбоксилатных добавок, несмотря на их активное применение, остались «за бортом» нормативов.
– Помогает ли сертификация добавок в бетон качественному развитию рынка стройматериалов?
– Сертификация – это важно и нужно! Вопрос заключается в квалификации и опыте оценивающих продукцию (бетон). Это скорее вопрос доверия к проверяющим и контролирующим органам, чем к самой процедуре, которая введена правильно.
В формате замещения. Рынок пенополистирола
В настоящее время, по данным экспертов, продолжается сокращение производства и потребления вспененного пенополистирола. Освободившуюся нишу все активнее заменяет экструдированный вид этого теплоизоляционного материала.
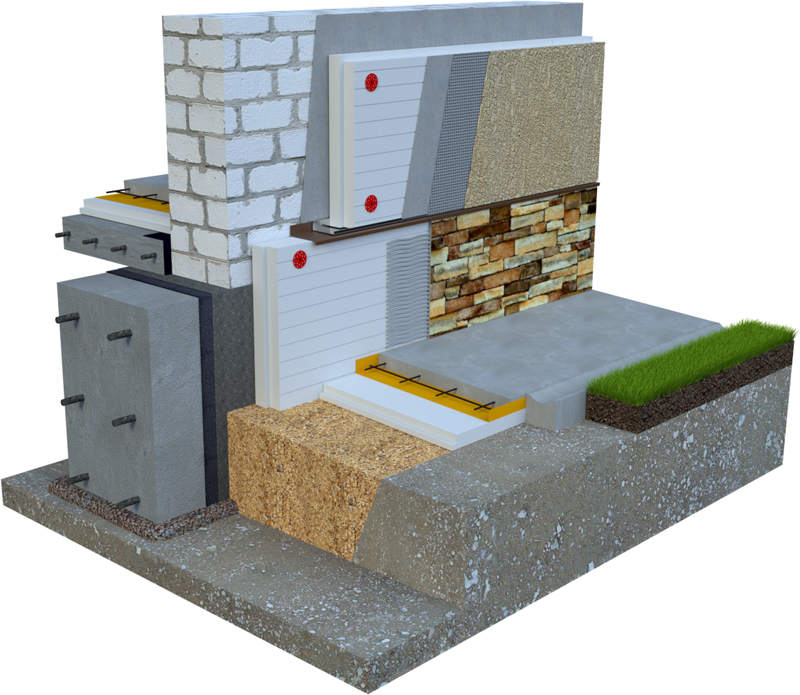
Пенополистирол широко применяется в строительстве новых зданий и сооружений, а также при отделке помещений. В объеме потребления теплоизоляционных материалов его доля достигает 30%. По оценке экспертов, в ближайшей перспективе она будет постепенно увеличиваться и через 5-7 лет достигнет показателя в 40%.
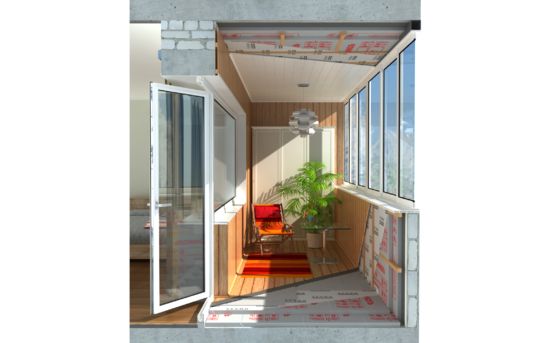
Генеральный директор АПРИ «Флай Плэнинг» Владимир Савченков отмечает, что главными плюсами пенополистирола являются: широкая сфера применения (от утепления подвальных помещений до использования на балконах, лоджиях и фасадах), а также долговечность, высокие теплоизоляционные свойства, легкость в применении, экологичность и доступная цена. «В качестве недостатков можно указать следующее: это легковоспламеняющийся материал, он разрушается под долгим воздействием солнечных лучей, также он отличается хрупкостью. Поэтому при транспортировке и использовании нужно соблюдать меры предосторожности. Но стоит отметить, что указанные недостатки с лихвой покрываются достоинствами. Это современный технологичный материал с универсальными свойствами и широким перечнем возможностей», – считает он.
Путем продавливания
Отметим, что пенополистирол, как теплоизоляционный материал, подразделяется на два вида: вспененный (EPS) и экструдированный (XPS). Производители данных продуктов между собой достаточно жестко конкурируют.
Согласно исследованию аналитического агентства DISCOVERY Research Group, по итогам трех кварталов 2019 года, объем рынка (производство и потребление) EPS в нашей стране составил 5,49 млн куб. м, XPS – 6,21 млн куб. м. В том числе российскими компаниями за данный период времени было экспортировано 6 тыс. куб. м вспененного пенополистирола и 120 тыс. куб. м экструдированного.
Экструдированный пенополистирол, как рассказывает руководитель направления «Полимерная изоляция» корпорации ТЕХНОНИКОЛЬ Алексей Касимов, создается из полистирола общего назначения (ПСОН) методом экструзии (путем продавливания вязкого расплава материала). В результате получается равномерная мелкопористая структура, что придает материалу прочность, практически нулевое водопоглощение и низкий показатель теплопроводности.
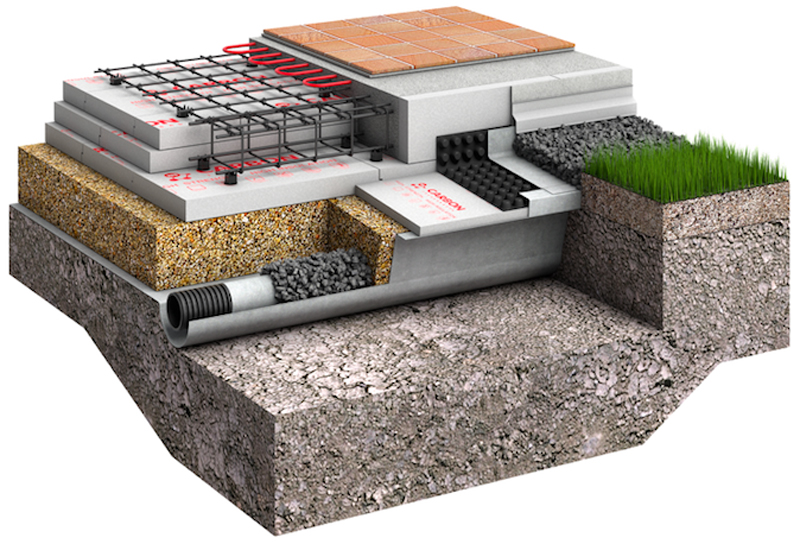
«Экструдированный пенополистирол может применяться в заглубленных конструкциях: фундаменты, подвалы, подземные паркинги, где эффективно защищает фундамент от теплопотерь и разрушительных сил морозного пучения. Также особенностью экструзионного пенополистирола является то, что он может использоваться при температуре от –70°С до +75°С. Благодаря этому материал активно используют в холодильных установках, катках и пр. В целом мы отмечаем ежегодное сокращение рынка EPS, при этом освободившуюся нишу замещает XPS», – добавляет Алексей Касимов.
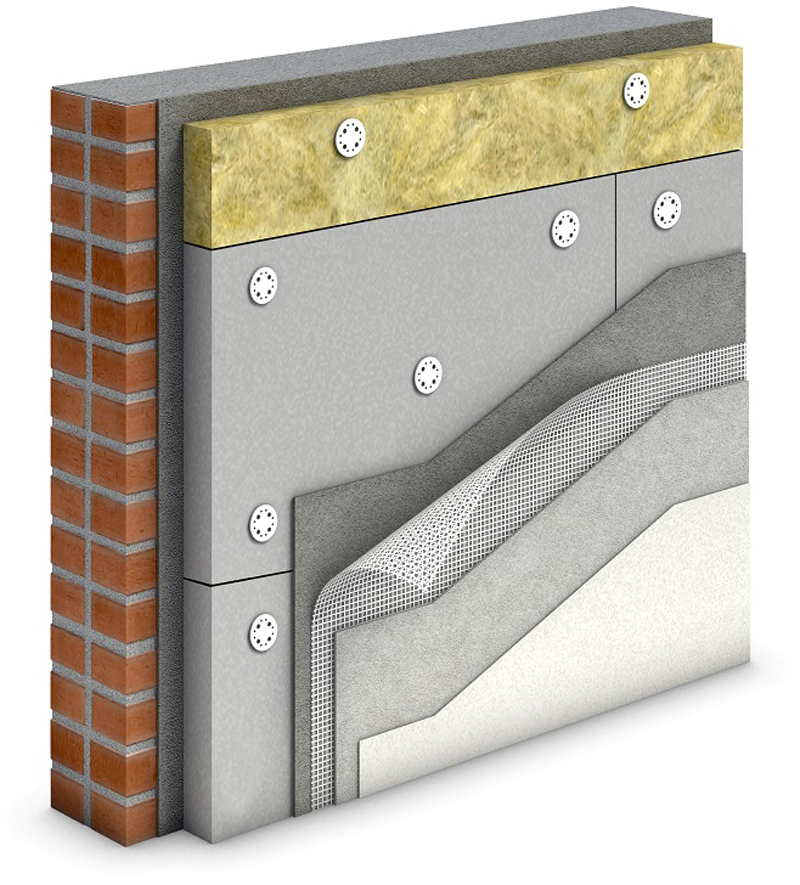
Отвечая новым требованиям
Эксперты считают, что рост потребления экструдированного пенополистирола связан с трендом повышения энергоэффективности зданий. В частности, стандартный слой плит из этого материала в 50 мм сохраняет тепло в помещении так же, как метровая кирпичная или бетонная стена толщиной 2,5 м. Также XPS все активнее применяется в дорожном строительстве для предотвращения морозного пучения полотна. Материал препятствует промерзанию грунта и значительно увеличивает срок эксплуатации дорожного покрытия. Кроме того, экструдированный пенополистирол более прост в переработке – и его производители могут заниматься выпуском вторичных продуктов.
В целом, как отмечают игроки рынка, применение XPS позволяет существенно усовершенствовать и ускорить технологию строительства, значительно снизить затраты при создании новых конструкций, отвечающих новым требованиям строительных норм.
При этом они подчеркивают, что EPS как теплоизоляционный материал не уйдет с рынка совсем. Он останется востребован в бюджетном строительстве и утеплении малоэтажных индивидуальных домов. Кроме того, за счет совершенствования технологий производства этого материала будут повышаться его качественные характеристики и расширяться область применения.
Кстати
С 1 января 2020 года, в соответствии с приказом Росстандарта, в общероссийском классификаторе ОКПД 2 выделены отдельные коды для теплоизоляционных плит из пенополистирола, сэндвич-панелей с пенополистиролом и сэндвич-панелей с минеральной ватой. Предполагается, что это новшество поможет лучше идентифицировать теплоизоляционные продукты в области их применения, а также повысит качество сбора статистической информации, необходимой в том числе для оказания мер господдержки. Изменения в классификаторы подготовлены на основании предложений технической рабочей группы «Ассоциация производителей и поставщиков пенополистирола» в рамках научно-технического совета по развитию промышленности строительных материалов, изделий и конструкций при Минпромторге РФ.