С заботой о качестве лифта

Министерство строительства России выступило с предложением переписать правила работы на рынке производства, монтажа и сервисного обслуживания лифтов, создав Единый центр компетенций. Предполагается, что новая структура будет разрабатывать стандарты для всех участников индустрии, проводить мониторинг и квалификационный отбор монтажных и сервисных компаний. Инициативу детально обсудили на Всероссийской конференции для проектировщиков и застройщиков «Новейшие разработки лифтов и подъемного оборудования» в рамках Russian Elevator Week, состоявшейся в Москве 7–9 июня 2023 года.
Импортозамещение в деталях
Чуть больше года назад часть иностранных компаний покинула лифтовый рынок Российской Федерации, отказавшись поставлять оборудование и комплектующие. Практически одновременно с этим застройщики получили официальное разрешение заменять продукцию марок KONE, OTIS, KLEEMANN, прописанную в проектах, на отечественные аналоги. Специально для этого Минстрой России создал каталог импортозамещения.
Сегодня в перечне ведомства содержится 22 предложения для замены лифтового оборудования. Значительную часть списка (13 образцов) составляет продукция Карачаровского механического завода. Также представлены Meteor Lift, MEL, челябинский Witchel, а не так давно список пополнил и китайский Diao. Начальник отдела ресурсного обеспечения строительства Департамента ценообразования и ресурсного обеспечения строительства Минстроя России Елена Чеканова акцентировала внимание на том, что ведомство делает все возможное для того, чтобы предоставить заказчикам и проектировщикам больший выбор. Так, в ближайшее время каталог могут пополнить образцы техники из Казахстана, Объединенных Арабских Эмиратов и других дружественных стран.
Однако на данный момент открытым остается вопрос о ремонте установленных ранее импортных образцов и замене комплектующих, поставка которых в Россию больше не осуществляется. Минстрой предлагает следующий выход: наладить выпуск необходимых деталей в России, провести испытания и оформить заключение об их равнозначности по требованиям безопасности. По словам начальника отдела мониторинга социально-экономического развития регионов по вопросам градостроительной деятельности Департамента комплексного развития территорий Минстроя РФ Светланы Евсеенковой, такую работу может проводить создаваемый Единый государственный центр компетенций в области лифтостроения на собственной материально-технической базе.
Новые стандарты для участников индустрии
В целом предлагается дать новому центру компетенций достаточно широкие полномочия: от проведения сертификации оборудования и разработки единых стандартов работы для всех участников индустрии вплоть до проведения квалификационного отбора монтажных и сервисных компаний. «Деятельность по монтажу и ремонтно-сервисному обслуживанию лифтов на территории Российской Федерации осуществляют более 1000 организаций, имеющих соответствующие разрешительные документы, — заявила Светлана Васильевна. — И все мы хорошо понимаем, что в это число добропорядочных и ответственных организаций входят и так называемые "гаражные монтажники", то есть компании, имеющие разрешения, зачастую приобретенные через сайты в интернете и выполняющие сборку лифтов сторонних производителей из низкокачественных комплектующих». Исходя из этого, Минстрой предлагает повысить требования к качеству и усилить контроль за процессами на всем жизненном цикле подъемно-транспортного оборудования в рамках работы новой структуры, но никоим образом не отменяя действующей системы органов госсертификации.
Впрочем, детали концепции еще находятся в проработке, и представители Минстроя пригласили экспертов от профессионального сообщества подключиться к данной работе. В частности, помощь требуется в составлении критериев качества как самой продукции, так и оказанной услуги. Среди озвученных: параметры опыта работы, наличие материально-технической базы и инженерно-технических ресурсов, а также квалифицированного персонала. «Концепция является эскизной и требует проработки по каждому из предложенных направлений. В связи с этим приглашаем к участию профессиональное сообщество, чтобы с учетом накопленного опыта и знаний Минстрой России вместе с Минпромторгом мог создать данную структуру, которая будет способствовать тому, чтобы на рынке остались только соответствующие требованию специализированные организации, поставляющие на российский рынок высококачественное и безопасное лифтовое оборудование», — обратилась к собравшимся Светлана Евсеенкова.
От лица участников конференции исполнительный директор Национального лифтового союза, генеральный директор Ассоциации «Российское лифтовое объединение» Петр Харламов пообещал подключиться к работе, обратив внимание, что вопросы повышения уровня квалификации и так находятся на достаточно высоком уровне, а вся продукция уже сейчас проходит этапы сертификации. «А по мониторингу — да. Несмотря на то, что мы ведем свою статистику по смонтированным лифтам, стоит осуществлять более глубокий мониторинг, который можно было бы осуществлять вместе с Минстроем, — отметил Петр Геннадьевич. — В части отбора строительно-монтажных организаций нужна совместная работа, поэтому обязательно приглашайте на совещания, мы готовы в этой работе участвовать со своими предложениями, которые мы, со своей стороны, считаем очень действенными».
Мнение профессионального сообщества
 К обсуждению подключились производители. «Вопрос качества на всех жизненных циклах лифта: проектирование, производство, монтаж и техническое обслуживание — крайне важен как с точки зрения конкурентной борьбы на рынке, так и с точки зрения безопасности для пользователей. Это самое главное. К сожалению, мы напрямую можем влиять только на внутренние процессы, такие как: проектирование, закупка компонентов и производство, но не имеем возможности полнообъемно контролировать качество монтажных и пусконаладочных работ — а этот фактор является основополагающим для долговечной и безотказной работы лифтового оборудования, — говорит технический директор ПАО "Карачаровский механический завод" Дмитрий Кожакин. — Мы стараемся максимально адаптировать свой продукт под существующие реалии монтажной сферы: конструктивное исполнение лифтов минимизирует возможные ошибки при монтаже, а сопроводительная документация, руководства и инструкции содержат наглядные 3D-иллюстрации. Прописанные требования (при их выполнении) на выходе позволяют получить качественный и безопасный лифт. Также остро стоит вопрос технического обслуживания. Зачастую за одним электромехаником закрепляется большое количество технически сложных подъемных устройств, а в таких условиях качество обслуживания обеспечить очень трудно». При этом на самом заводе действует многоуровневая система оценка качества, которая затрагивает как существующие процессы, так и проверку материалов и комплектующих, применяемых в производстве. Руководством предприятия на постоянной основе проводится мониторинг существующих процессов, на основании которого осуществляется анализ и поиск «узких» мест, а по результатам вносятся коррективы в существующие процессы или создаются новые. С точки зрения работы с конструктивом лифта или его составными частями ситуация аналогичная. Понимая, что значительная часть комплектующих сегодня — это покупная номенклатура (в т. ч. импортная), завод разработал методику оценки поставщиков и их предотбор. Это позволяет эффективно управлять процессом закупок и поиском наилучших компонентов. Особенно эффективно показала себя эта система в связи с существующей геополитической обстановкой, когда в одночасье европейский рынок стал недоступен. Завод ни на один день не остановил свое производство, а перераспределил закупочную деятельность на иные регионы, в том числе по программе импортозамещения. В подтверждение этих слов на выставке Карачаровский механический завод представил свою новейшую разработку — модельный ряд лифтов ONIX грузоподъемностью до 1600 кг, со скоростью движения до 2,5 м/с, с оригинальным дизайном в черном глянцевом цвете со светодиодным освещением потолка, переходящим на боковые панели. Также на экспозиции можно было увидеть обзорный лифт, который производится с применением трехслойного закаленного стекла и обладает новейшей системой защиты от неконтролируемого движения.
К обсуждению подключились производители. «Вопрос качества на всех жизненных циклах лифта: проектирование, производство, монтаж и техническое обслуживание — крайне важен как с точки зрения конкурентной борьбы на рынке, так и с точки зрения безопасности для пользователей. Это самое главное. К сожалению, мы напрямую можем влиять только на внутренние процессы, такие как: проектирование, закупка компонентов и производство, но не имеем возможности полнообъемно контролировать качество монтажных и пусконаладочных работ — а этот фактор является основополагающим для долговечной и безотказной работы лифтового оборудования, — говорит технический директор ПАО "Карачаровский механический завод" Дмитрий Кожакин. — Мы стараемся максимально адаптировать свой продукт под существующие реалии монтажной сферы: конструктивное исполнение лифтов минимизирует возможные ошибки при монтаже, а сопроводительная документация, руководства и инструкции содержат наглядные 3D-иллюстрации. Прописанные требования (при их выполнении) на выходе позволяют получить качественный и безопасный лифт. Также остро стоит вопрос технического обслуживания. Зачастую за одним электромехаником закрепляется большое количество технически сложных подъемных устройств, а в таких условиях качество обслуживания обеспечить очень трудно». При этом на самом заводе действует многоуровневая система оценка качества, которая затрагивает как существующие процессы, так и проверку материалов и комплектующих, применяемых в производстве. Руководством предприятия на постоянной основе проводится мониторинг существующих процессов, на основании которого осуществляется анализ и поиск «узких» мест, а по результатам вносятся коррективы в существующие процессы или создаются новые. С точки зрения работы с конструктивом лифта или его составными частями ситуация аналогичная. Понимая, что значительная часть комплектующих сегодня — это покупная номенклатура (в т. ч. импортная), завод разработал методику оценки поставщиков и их предотбор. Это позволяет эффективно управлять процессом закупок и поиском наилучших компонентов. Особенно эффективно показала себя эта система в связи с существующей геополитической обстановкой, когда в одночасье европейский рынок стал недоступен. Завод ни на один день не остановил свое производство, а перераспределил закупочную деятельность на иные регионы, в том числе по программе импортозамещения. В подтверждение этих слов на выставке Карачаровский механический завод представил свою новейшую разработку — модельный ряд лифтов ONIX грузоподъемностью до 1600 кг, со скоростью движения до 2,5 м/с, с оригинальным дизайном в черном глянцевом цвете со светодиодным освещением потолка, переходящим на боковые панели. Также на экспозиции можно было увидеть обзорный лифт, который производится с применением трехслойного закаленного стекла и обладает новейшей системой защиты от неконтролируемого движения.

 Продолжает тему заместитель генерального директора ЗАО «Предприятие ПАРНАС» Ольга Егоренко: «За последнее десятилетие качество отечественных лифтов в целом, пожалуй, улучшилось, и это радует. Добросовестные производители, наши коллеги — лифтовые заводы — относятся к качеству более чем серьезно. Но, к сожалению, даже самый качественный и технологичный лифт можно "убить" некачественным монтажом, а лифт эконом-сегмента при умелом ответственном подходе будет исправно работать весь свой срок. Кстати, срок эксплуатации лифта — 25 лет! Понятно, что только качественное оборудование, хорошо смонтированное и вовремя обслуживаемое, такой срок выдержит. Часто заказчики не обращают внимания, указан ли этот срок в сертификате лифта, стараются только купить подешевле, а потом начинаются проблемы… Монтаж и сервис, к сожалению, часто оставляют желать лучшего, а претензии от владельцев на неработающий лифт в первую очередь направляются изготовителю. Здесь проблема комплексная, помимо качества самого оборудования и монтажа, большой вопрос касается качества строительных работ при возведении лифтовых шахт, а также плохо выполняется консервация лифта, когда объект еще не введен: здесь и вода в шахтах, и лед, и раствором заляпанные двери, огромный слой пыли. В последнее время заводы более внимательно стали относиться к качеству монтажа и обслуживания. Так, мы проводим обучающие мастер-классы на территории завода, консультируем, подсказываем, иногда и наказываем, к сожалению. Для ПАРНАСА качество — основа всего. Наша внутренняя система оценки качества базируется на постоянном многоступенчатом контроле, без этого никак. Техническое законодательство РФ, конечно, несовершенно, но на сегодняшний день вполне применимо и достаточно для базовой работы. При этом требования должны исполняться неукоснительно, без исключений и поблажек, а здесь, к сожалению, много прорех. Думаю, что именно контроль и жесткое регулирование должны быть основой и для Минстроя. При этом не нужно "охоты на ведьм", нужна системность подходов».
Продолжает тему заместитель генерального директора ЗАО «Предприятие ПАРНАС» Ольга Егоренко: «За последнее десятилетие качество отечественных лифтов в целом, пожалуй, улучшилось, и это радует. Добросовестные производители, наши коллеги — лифтовые заводы — относятся к качеству более чем серьезно. Но, к сожалению, даже самый качественный и технологичный лифт можно "убить" некачественным монтажом, а лифт эконом-сегмента при умелом ответственном подходе будет исправно работать весь свой срок. Кстати, срок эксплуатации лифта — 25 лет! Понятно, что только качественное оборудование, хорошо смонтированное и вовремя обслуживаемое, такой срок выдержит. Часто заказчики не обращают внимания, указан ли этот срок в сертификате лифта, стараются только купить подешевле, а потом начинаются проблемы… Монтаж и сервис, к сожалению, часто оставляют желать лучшего, а претензии от владельцев на неработающий лифт в первую очередь направляются изготовителю. Здесь проблема комплексная, помимо качества самого оборудования и монтажа, большой вопрос касается качества строительных работ при возведении лифтовых шахт, а также плохо выполняется консервация лифта, когда объект еще не введен: здесь и вода в шахтах, и лед, и раствором заляпанные двери, огромный слой пыли. В последнее время заводы более внимательно стали относиться к качеству монтажа и обслуживания. Так, мы проводим обучающие мастер-классы на территории завода, консультируем, подсказываем, иногда и наказываем, к сожалению. Для ПАРНАСА качество — основа всего. Наша внутренняя система оценки качества базируется на постоянном многоступенчатом контроле, без этого никак. Техническое законодательство РФ, конечно, несовершенно, но на сегодняшний день вполне применимо и достаточно для базовой работы. При этом требования должны исполняться неукоснительно, без исключений и поблажек, а здесь, к сожалению, много прорех. Думаю, что именно контроль и жесткое регулирование должны быть основой и для Минстроя. При этом не нужно "охоты на ведьм", нужна системность подходов».
Обсуждение новых стандартов работы для участников лифтовой индустрии только началось, поэтому пока сложно сказать, в каком виде и в какие сроки чиновники могут их ввести в действие. На данный момент известно лишь о том, что дальнейшие дискуссии продолжатся на площадке профильных министерств.
Обмазочная гидроизоляция: практично и надежно
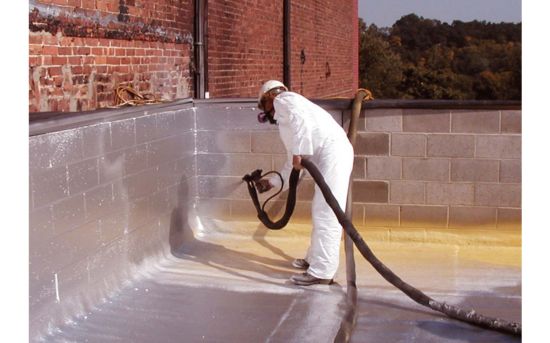
Гидроизоляция обмазочными материалами - один из самых доступных способов защиты гражданских и промышленных конструкций от влаги. Она может задействоваться при проведении как наружных, так и внутренних работ. Современные технологии помогают улучшать характеристики обмазочных гидроизоляционных материалов и расширяет область их применения.
Обмазочные гидроизоляционные материалы – это специальные смеси, в основе которых битум, полимеры, цемент и их сочетание. Обмазочная гидроизоляция имеет высокий показатель удержания влаги, паронепроницаемости, долговечности и т.д. На отдельных ее достоинствах заострили внимание эксперты.
Максимальная герметичность
 По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
 Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
 Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Критерии выбора
При выборе обмазочной гидроизоляции следует ориентироваться на четыре важных критерия, подчеркивает Дмитрий Лупанов. Первый - это тип сооружения, где будет задействована гидроизоляция и сама гидроизолируемая зона. А именно - учитывается само инженерное решение. Соответственно, внешняя гидроизоляция стен фундамента здания или внутренняя гидроизоляция резервуара формируют разный набор требований к материалу. Зона гидроизоляции, финишное покрытие в цокольной части здания или межслойная изоляция между стяжкой и плитой перекрытия подземного паркинга также влияют на его выбор.

Второй критерий выбора того или иного гидроизоляционного материала – это его условия эксплуатации и ожидаемый срок службы. Тут учитываются тип воздействия воды (капиллярная влага из основания или напорная вода влияют на изоляционные свойства материала); механические воздействия на поверхность изоляции при эксплуатации на прочность сцепления, прочность при разрыве, абразивную стойкость; перепады температур или циклические динамические нагрузки, влияющие на способность к перекрытию трещин (эластичность), паропроницаемость и т.д.
Третий важный критерий, продолжает Дмитрий Лупанов, – это простота или сложность применения материала. Скорость его нанесения, продолжительность межслойной сушки, время до введения в эксплуатацию и т.д. Четвертый фактор – экономический. Необходимо учитывать исходную стоимость материала и трудозатраты при применении, а также – межремонтные сроки службы и стоимость ремонта.
В контексте применения обмазочных гидроизоляционных материалов на бытовом уровне потребителям также важно соблюдать вполне простые правила. «Возможные промахи - такие же, как при выборе любого строительного материала. Всегда важно заранее правильно замерить помещение, знать, на какое основание что вы наносите, что планируете делать дальше и внимательно читать инструкцию. При всех сомнениях лучше до покупки проконсультироваться у производителя через сайт или горячую линию, он поможет все сделать правильно и предотвратить будущие ошибки, последствия которых испорченный новый ремонт и проблемы с соседями»,- делает выводы Надежа Цыпкина.
Активное развитие
Как отмечает Дмитрий Лупанов, обмазочная гидроизоляция – тип изоляции, который был изобретен самым первым. «Несмотря на это, направление всё ещё очень активно развивается. Например, в области полимецементных мембран мы достигли новой планки с материалом MasterSeal 6100 FX в технологичности (сократился срок введения в эксплуатацию до 3 дней) и в надёжности: повысилась адгезия до 2 МПа, перекрытие трещин до 2 мм, стойкость к постоянному давлению воды до 5 бар. Общий срок службы достиг 80 лет»,- добавляет он.
Действительно, отмечает Сергей Шибаев, современный уровень развития строительной химии дает новые возможности в этой области. Основываясь на принципе долгосрочной надежности, компания Remmers рекомендует эластичную обмазочную гидроизоляцию для выполнения горизонтальной отсечки. Наиболее популярным решением является полимерцементная гидроизоляция Remmers MB 2K. Она удобна и строителю, так как наносится быстро (время полимеризации от 9 часов) и владельцу здания, так как имеет чрезвычайно высокую стойкость к сжимающим нагрузкам, высокую адгезию ко всем строительным материалам (включая битумные основания, пластик и металл), что гарантирует длительный срок службы без снижения эффективности.
«Важным критериев для выбора материала является и его эластичность, так как подвижки и усадка фундамента неизбежны в новом строительстве. Применяя гидроизоляционную обмазку MB 2K как для гидроизоляции фундамента, так и для горизонтальной гидроизоляции можно быть совершенно спокойным за ее целостность, так как она имеет практически уникальный параметр перекрытия трещин в своем классе – при ширине раскрытия до 3 мм»,- подчеркнул представитель компании Remmers.
Кровля

Что такое кровля
Кровля– это самый верхний элемент крыши. Кровля служит для защиты помещений здания и строения от атмосферных осадков, солнечной радиации и температурных воздействий.
Монтируется кровля на основание. Основанием для кровли в зависимости от архитектуры крыши служит:
- Стропильная система
- Бетонная, битумная или полимерная стяжка
К любому виду кровли предъявляются общие требования. Конструкция должна быть:
- Влагостойкой
- Водонепроницаемой
- Прочной
- Безопасной
- Стойкой к атмосферным и климатическим воздействиям, а именно:
- перепадам температур;
- порывам ветра;
- солнечному облучению.

Виды кровельных материалов
Строительные магазины и рынки изобилуют кровельными материалами. Разобраться в них поможет классификация.
Мягкая кровля
- Рулонная. Как следует из названия, выпускается в рулонах. Крепится к основе методом наплавления. Применяется для обустройства кровли в многоэтажных жилых домах и промышленных строениях при уклоне крыше от 110. Представляет из себя многослойный материал. Если исследовать рулонный материал от лицевой стороны, то он выглядит так:
- Верхний слой из гранитной посыпки.
- Основа. В качестве основы применяется стеклохолст, стеклоткань или полиэстер.
- Битумно- полимерная смесь. Основа с двух сторон пропитывается битумно- полимерной смесью. Смесь подвергается плавлению пламенем газовой горелки при монтаже.
- Защитная полимерная пленка. Прокладывается по нижнему слою и препятствует слипанию слоев в процессе хранения.

- Мягкая черепица. По строению схожа с рулонными материалами. Имеет размер полосы в длину 1 метр и в ширину 30-35 сантиметров. Одна полоса называется гонтом. Характерной особенностью является то, что по форме мягкая черепица имитирует керамическую черепицу, щепу, сланец, дранку, геометрические фигуры. Минеральная присыпка способна придать материалу разный цвет и оттенок. Поэтому крыши, покрытые мягкой черепицей, не выглядят стандартно и однообразно. Для использования этого кровельного покрытия необходимы два условия:
- Уклон не менее 110. Для менее наклонных и плоских крыш не подходит.
- Сплошное основание. При монтаже мягкой черепицы основание требуется сплошное и жесткое, то есть крыша предварительно кроется влагостойкой фанерой, доской либо ориентированно стружечной плитой.
Мягкая черепица отлично подходит для кровель крыш сложной конфигурации. Количество отходов не превышает 5%.

- Мембранная кровля. Разновидность мягкой кровли. Выпускается в виде рулонов шириной от 0,9 до 15 метров, длиной до 60 метров, толщина до 2миллиметров. Отлично подходит для герметизации плоских и крыш с небольшим уклоном большой площади. Чаще всего применяется для покрытия промышленных зданий и многоэтажных застроек. Производят кровельные мембраны трех составов:
-ПВХ. Выпускают на основе поливинилхлорида. Самый распространенный материал. С добавлением пластификаторов приобретает повышенную эластичность и морозостойкость.
-ЭПДМ. Этиленпропилен диеновые мембраны. Основой материала служит плотный каучук, усиленный полимерной сеткой.
-ТПО. Термопластичные олефины- герметичный и термостойкий материал. Армируются полиэфирной сеткой или стекловолокном.
По назначению кровельные мембраны бывают:
- Пароизоляционная. Мембрана выполняет функцию пароизоляции.
- Антиконденсатная. Поглощает пары из толщи утеплителя и выводит их наружу, но препятствует проникновению влаги в кровельный пирог.
- Супердиффузионная. Отлично защищает кровлю от атмосферных осадков, ультрафиолетового облучения, температурных перепадов, не препятствуя отведения внутренних водяных паров.
- Дышащая. Материал хорошо отводит пары влаги наружу, при этом не пропуская атмосферную воду внутрь.
Монтируются мембраны тремя способами:
- Балластным. Раскатанный материал присыпается гравием, или мелким гранитным щебнем.
- Клеевым. Материал раскатывается внахлест между листами. Площадь контакта двух листов склеивается клеевым составом.
- Термическим. Монолитность конструкции создается спайкой листов горячим воздухом.
- Механическим. Покрытие крепится к основанию специальным крепежом с герметиком и широкими шляпками.
Листовая кровля
- Металлочерепица– это стальной лист толщиной 0,4-0,5 мм, произведенный холоднокатанным способом, которому на производстве придают объемную форму по виду близкому к натуральной черепице. Для придания антикоррозийных свойств, материал цинкуется и окрашивается стойкой к ультрафиолету краской– это вдобавок придает эстетических свойств изделию. Используют металлочерепичную кровлю для покрытия крыш со скатом выше 15%. Монтируют металлочерепицу к обрешетке из досок. Шаг обрешетки увеличивается с ростом угла наклона ската крыши. Крепится материал при помощи кровельных саморезов. Широкое распространение получила для защиты крыш от атмосферных осадков при строительстве частных домов, гаражей, магазинов, сараев, подсобных строений. Не рекомендуется использовать металлочерепицу для покрытия крыш сложной конфигурации, так как это неизбежно приведет к большому количеству отходов материала при резке. Главным минусом при использовании в частном жилом строительстве выступает шумность материала при дожде и резких порывах ветра.
- Профнастил кровельный- оцинкованный стальной лист, иногда неокрашенный. Имеет волнообразный, трапецевидный, прямоугольный профиль. Отличается от металлочерепицы низкими эстетическими характеристиками. Поэтому применяют для монтажа кровель нежилых, хозяйственных и промышленных строений.
- Шифер. Всем известный асбестоцементный материал. Бывает 6, 7 и 8 волновым. Монтируется на крыши с уклоном от 12 до 60 градусов. Крепится к обрешетке из досок или деревянных брусков. Непримечательный материал имеет свои достоинства: недорогой по стоимости, относится к негорючим материалам. Недостатком выступает гигроскопичность изделия. Со временем шифер накапливает влагу и теряет прочностные характеристики.
- Ондулин. Представляет собой материал из прессованных целлюлозных волокон, пропитанных битумом и окрашенных краской в один или два слоя. Может имитировать шифер, черепицу. Материал водостойкий, прост в монтаже. Крепится к обрешетке специальными гвоздями. Служит достойной современной альтернативой шиферу, но относится к горючим материалам и со временем под действием солнечных лучей выцветает краска.
- Металлическая фальцевая кровля– это ровные непрофилированные металлические листы. Производят из стали, меди и алюминия. Кровельную медь и алюминий не окрашивают. Благодаря образованию на поверхности металла стойкой оксидной пленки материал не подвержен корозионным процессам и служит от 80 до 100 лет. Свое название вид кровли получил от метода скрепления листов- фальца. Фальц- это особый способ скрепления металлических листов между собой. Заключается во взаимном сгибании краев примыкающих элементов. Замок может быть одинарным и двойным. При монтаже листов в длину применяется стоячий фальц, а в ширину- лежачий. Отдельный лист называется картина. Картина крепится к обрешетке стальными креплениями- кляммерами. Обжатие фальцевого замка производится фальцовочным инструментом. Используют материал для обустройства кровель промышленных зданий, складов, реже домов. Алюминий и медь используются для кровель зданий усадебного типа, храмов.

Штучные материалы для кровли
- Керамическая черепица. Наиболее древний вид кровли. Производится из обожженной глины. Поверхность покрывается перед обжигом глазурью или без таковой. В состав глазури входят пигменты, придающие цвет продукции. Отдельные элементы выпускаются разных форм:
- Волновая. Существует одно и двухволновая.
- Плоская.
- Желобчатая.
Отдельно выпускаются коньковые элементы и элементы для ендов.
По типу покрытия керамочерепица бывает:
- Натуральная. Имеет цвет обожженной глины. Оттенок зависит от содержания окислов железа.
- Цветное матовое покрытие– цветной ангоб. Ангоб- смесь глины тонкого помола с пигментом. Смесь распыляют на высушенную продукцию и в ходе обжига черепица и ангоб спекаются в единое целое.
- Цветная глазурь- смесь глины, кварцевого песка и пигментов на основе оксидов металла.
- Топ глазурь. Суспензия тонко измельченной глины с водой и добавлением молотого стекла. Наносится на высушенную черепицу. В процессе обжига образуется слой полупрозрачного стекла, которое в процессе эксплуатации отражает и преломляет свет в зависимости от угла падения солнечных лучей.
Крепится черепица к основанию гвоздями через специальные отверстия.

- Песчано-цементная черепица
Песчано-цементная или цементно-песчаная черепица производится формовкой из раствора портланд– цемента, кварцевого песка, пигмента и воды. Обжигу продукт не подлежит. Так как окрашывающий пигмент присутствует в сырье, то песчано- цементная черепица окрашена во всей массе. В этом отличие от керамической черепицы.
- Сланцевая кровля. Природный материал, распиливается в виде отдельных плиток. Имеет разные естественные тона окраски. Обрешетку для такого типа кровли делают индивидуально в зависимости от размера элемента. Укладывать сланец допускается на крыши наклоном от 25 градусов. Крепятся элементы медными или оцинкованными гвоздями.
У штучных материалов для кровли есть признаки, которые выделяют их из всех групп кровельных материалов:
- Изысканность. Дом, покрытый черепицей или сланцевой плиткой, претендует на элитарность и стиль.
- Огромный срок службы. Материал выполняет все возложенные на него функции более 100 лет.
- Серьезная нагрузка на стропильную конструкцию. Так как природные материалы- глина, песок, цемент имеют большую относительную массу, то это переносится и на конечный продукт. При укладке вес передается на другие элементы кровли, крыши и здания в целом. Эту особенность обязательно следует учесть в процессе проектировки строения.
- Обеспечивает надежную влагозащиту; естественный воздухообмен; низкое водопоглощение; морозостойкость; малую теплопроводность; шумоподавление; со временем не теряют презентабельности; инертны к агрессивным средам.
- Отличаются высокой стоимостью. Штучные кровельные материалы сами по себе не из дешевых. Дорого обходится и их укладка, так как требует внимательного, терпеливого и квалифицированного подхода.
Полимерная наливная кровля
Представляет собой монолитный слой покрытия, называемый также мастичной кровлей. Используется для крыш с уклоном до 25%. Это вязкая жидкость на основе химических органических веществ, которые на воздухе образуют высокоэластичную пленку. Покрытие на склонах выше 3 градусов требует армирования сеткой из стекловолокна. Имеет отличное сцепление с металлом, битумом и бетоном. Поэтому полимер можно наносить прямо на сплошное основание. В случае комбинированной кровли, на основание раскатывают недорогой рулонный материал, а поверх наносят мастичное покрытие, иногда посыпая минеральной крошкой. Сплошной слой кровельного ковра обеспечивает надежную защиту от атмосферных осадков. Используют такой тип кровли в многоэтажных жилых домах, торгово-развлекательных центрах, гостиничных комплексах, промышленных корпусах.

Критерии выбора кровли
- Назначение здания – для промышленных и хозяйственных строений не рационально приобретать дорогое покрытие, а вот на зданиях жилого назначения экономить не стоит.
- Проектные нагрузки – подбор материала кровли выполняется с учетом предполагаемых ветровых и снеговых нагрузок. При этом покрытие не должно производить избыточных нагрузок на основание и стропила. При проектировании необходимо учитывать работу системы в комплексе. Учесть какие будут применяться материалы для утепления и пароизоляции. Нужно продумать системы водоотведения и предотвращения внезапного падения снега.
- Форма крыши – при использовании листовых материалов для сложных конфигураций крыш будет оставаться много обрезков, лучше остановиться на мягких типах кровельных материалов, например, битумная черепица, либо других видах покрытия с минимальными отходами при монтаже.
-Угол наклона скатов – стоит учитывать, так как для каждого материала производители указывают минимально допустимый уклон, что гарантирует оптимальный водоотвод.
-Эксплуатационные характеристики – к ним относятся прочность, жесткость, пожаробезопасность, устойчивость к механическим воздействиям и коррозионная стойкость, возможность обслуживания гарантийный срок службы.
-Эстетические показатели – здесь все полностью зависит от предпочтений заказчика и фантазии архитектора здания.
- Цена – учитывает расходы на кровельные материалы, систему стропил, доборные и крепежные элементы, а также их монтаж.

Ошибки в организации обустройства кровли
- Отсутствие проекта. Частая и критическая ошибка в частном домостроении. Нельзя строить дом по видео из интернета или, опираясь на чей-то опыт. Отсутствие профессионального проекта говорит о том, что совершенно неизвестны нагрузки на кровлю, под возникающие напряжения не подобран материал стропильной системы, не просчитана теплопроводность термоизоляционных материалов. Такая стройка приведет к некачественной кровле, либо наоборот будет заложен необоснованно завышенный предел прочностных характеристик, что приводит к дополнительным финансовым тратам.
- Отсутствие контроля на площадке. Бесконтрольность приводит к ухудшению качества конструкции. Подрядчики работают сдельно, поэтому спешат со сдачей работ. Отсюда возникают ошибки, огрехи и халатность. Осуществлять контроль должен технический специалист. В его обязанности вменяют технологический контроль, координирует целевое использование материалов, организует закупки и доставки на строительную площадку.
- Смена исполнителей. Бывает, что строительство несложной кровли растягивается во времени и разбивается по этапам: возведение стропильной системы, монтаж кровельного материала, утепление, вентиляция, подшивка. Всю цепь технологических операций должна выполнять одна строительная компания, так как в случае возникновения претензий установить виновного не представится возможным.
- Применение низкокачественных материалов. Заказывая кровельные материалы через интернет, заказчик смотрит в первую очередь на цену. Срок службы, эксплуатационные характеристики остаются в стороне.
- Отсутствие квалификации исполнителей.
Нанимая на ответственные работы по обустройству кровли, заказчик должен понимать всю степень риска. Поэтому сотрудничать оправданно с известными строительными компаниями. Перед началом работ подрядчик и заказчик должны подписать договор, ознакомиться с нормативной документацией, подписать смету на работы и материалы. В ходе проведения работ четко следовать проекту и сметной документации. Это правило применимо ко всем строительно-монтажным работам. Только в этом случае возможно ответственное выполнение работ по возведению строений и обустройству кровли в частности.