Изготовление стекла

Стекло — это неорганический хрупкий материал, используемый в различных сферах повседневной жизни. Изготавливается из разных материалов, от которых зависят его свойства. Разберем подробнее, как именно устроено производство.
Состав стекла
Стекло выполняется чаще всего из сырья, которое проходит плавление при высоких температурах. Основным компонентом выступает песок, хотя в техническом плане это все-таки кварц или диоксид кремния. К нему добавляют прочие составляющие, например:
- кальцинированная сода;
- доломит;
- известняк;
- стеклобой;
- прочие химикаты.
Для производства стекла осуществляется охлаждение компонентов, которые вначале были расплавлены при температуре от +300 до +2500 градусов. Скорость такая, что не допускается формирования заметных кристаллов. Интересно, что для работы бывает достаточно исключительно и песка, но тогда приходится повышать температуру. Именно по этой причине для модификации используется сода. Например, известняк повышает прочность. Оптимальный состав такой: 75% кремнезема, 10% извести и 15% соды.
Какими могут быть изделия из стекла
Изделия из стекла бывают разными. Условно они делятся на такие группы:
- прозрачные и непрозрачные;
- цветные и бесцветные;
- люминесцированные;
- поглощающие или отталкивающие ультрафиолет.
Неорганическое стекло отличается высокими механическими, химическими и тепловыми характеристиками. Стоит отметить, что, хоть материал и очень чувствителен к повреждениям, сопротивление сжатия у него аналогично таковому у чугуна. Повысить прочность можно при помощи закалки, химической или термической обработок. Благодаря этому устраняются микротрещины, которые возникают под воздействием окружающей среды.
В России производство стекла основывается на следующих процессах:
- подготовка сырья;
- формирование шихты;
- варка;
- охлаждение;
- отжиг и обработка.
Все процессы тщательно отработаны, за счет чего готовые изделия получаются высокого качества.
Этапы производства
Чаще всего стекло изготавливается из таких веществ, как кремнезем, SiO2 и Na2CO3. При производственной необходимости составы могут обогащать дополнительными модификаторами. Для осветления, например, берут сульфаты, хлорид натрия, нитрат аммония и так далее. Перед началом изготовления все компоненты просеивают и сушат. Затем их смешивают, пока масса не станет однородной. При необходимости осуществляется дополнительное измельчение.
Далее шихта отправляется в печь, которая применяется специально для варки стекла. Нагревание позволяет испарить остаточные частички воды. В это время происходит разложение абсолютно всех компонентов. По мере увеличения температуры наступает плавление силикатов. В процессе они формируют непрозрачную массу. Заканчивается этот этап сразу после того, как температура доходит до 1200 градусов. В этот момент стекло приобретает прозрачность.
Далее идет стеклообразование. В ходе этого процесса зерна кварца растворяются в силикатном расплаве, в результате чего возникает однородная масса. Идет это несколько медленно, занимает до 90% времени провара шихты. Когда масса достигает температуры 1500-1600 градусов, происходит удаление газов.
Еще один этап производственного процесса — осветление. Для этого добавляются специальные компоненты, которые способствуют уменьшению поверхностного натяжения стекломассы. Расплав хорошо перемешивают специализированным оборудованием. Вместе с этим процессом проводится гомогенезация.
Завершающий этап — охлаждение. Необходимо соблюдать вязкость массы, которая позволит в дальнейшем сформировать требуемую продукцию. Температура в процессе держится на уровне 700-1000 градусов. Тут очень важно медленно и аккуратно ее уменьшать. Создание различных изделий из стекломассы осуществляется механическим способом на специальном оборудовании.
Что такое шихта
Производство стекла стартует уже в карьере. Кварцевый песок необходимо тщательно очистить, чтобы готовое изделие получилось качественным и надежным. Для очистки сырья от посторонних примесей осуществляется промывка с использованием специализированного оборудования. По завершении этого процесса песок сушат и перемещают в вибрационное сито для просеивания. Отбираются те крупинки, диаметр которых не превышает миллиметра.
Полученное сырье направляют уже на производство — в специальное хранилище. Это главный компонент шихты, но, конечно, не единственный. Сейчас при изготовлении стекла нельзя обойтись без добавок, которые укрепят его и придадут некоторые дополнительные свойства. В состав шихты обычно входят следующие компоненты:
- кремнеземное сырье;
- сода;
- доломит;
- кокс, сульфат соды;
- силикат натрия, лития или калия;
- известняк;
- полевой шпат и так далее.
Естественно, перед использованием компоненты тщательно подготавливают и смешивают при определенных условиях. Еще в шихту могут добавлять иногда измельченное битое стекло. Такое сырье не требует никаких дополнительных обработок, что делает производство лишенным отходов.
О стекломассе
Как только смесь будет готова, ее отправляют в печь для варки стекла. Там температура поддерживается на уровне 1600 градусов. По достижении шихтой жидкого состояния, она перемещается в другую часть печи, а на ее место устанавливают новую партию. Интересно, что данный процесс не останавливается. Каждую минуту может подаваться до полутора тонн материала.
На следующем участке температура снижается до 1000 градусов. Материал становится более однородным, из него удаляют газы. По готовности стекломассу оставляют остывать, за счет чего она становится вязкой. Далее можно переходить к формированию.
Силикатное стекло
Силикатное стекло встречается нам каждый день. Из него изготавливают самые разные вещи: посуду, предметы декора, очки, лампы накаливания, окна и многое другое. Производится оно путем плавки двуокиси кремния при температуре 1700 градусов. В итоге получается материал, который характеризуется прекрасной светопропускаемостью, стойкостью к низким температурам и отсутствием взаимодействия с химикатами. Надо отметить, что он еще и хорошо сверлится, полируется или шлифуется.
Силикатное стекло, помимо уже упомянутых сфер, используется в авиации и судостроении. С его использованием изготавливают кабины, делают фонари и устройства, отвечающие за визуальный контроль. Указанный материал прекрасно подходит для изоляции.
Листовое стекло
Для изготовления листового стекла берут два основных компонента — карбонат натрия и кварцевый песок. Масса размещается в специализированной ванне, в которой также находится расплавленное олово. При этом сам материал может быть нескольких типов:
- термостойкий;
- огнестойкий;
- защищенный от воздействия тепла;
- закаленный;
- стойкий к механическим воздействиям;
- ламирированный.
Из этого следует, что листовое стекло можно использовать в разных сферах, но чаще всего — в строительстве или для обустройства автомобилей. В последней отрасли без него обойтись вообще невозможно.
Лобовые стекла
Лобовое стекло необходимо для качественной защиты салона автомобиля от внешних воздействий, проникновения внутрь осадков и пыли. Оно обеспечивает находящимся внутри людям достаточный уровень безопасности. Каждый день технология производство совершенствуется. Чаще всего стекло изготавливают из материала «Триплекс». В таком случае оно будет иметь трехслойную структуру, благодаря которой не разлетится от удара. Осколки будут удержаны армирующей пленкой.
Еще один вариант — «Сталинит». Тут в основе лежит специализированная процедура закаливания, за счет которой прочность стекла значительно повышается. При ударе оно разлетается на мелкие осколки, которые тоже не вредят людям. Но к такому материалу прибегают довольно редко.
Сама технология производства начинается с разметки по конфигурации и геометрическим размерам. Но проводится только надрез, по которому затем продвигается специализированная горелка, согревающая стекло до необходимой температуры. Это приводит к тому, что оно лопается вдоль линии. Затем кромки обрабатываются специализированными абразивными лентами, а материал промывают мыльным раствором для избавления от остатков грязи и пыли. После покрывают раствором, защищающим от слипания.
Как только эти этапы будут пройдены, специалисты проверяют, насколько качественный и крепкий получился материал. Потом два стекла соединяют друг с другом, и им придается необходимая форма, специфическая для конкретной марки автомобиля. Конструкцию кладут в печь, прогреваемую до температуры 760 градусов, что придает стеклу пластичность. Охлаждение проводится аккуратно и медленно, а после затвердевания между заготовками вставляют прозрачную пленку. Все эти процессы, естественно, автоматизированы, так что можно получить несколько идентичных изделий.
Способы производства стекла
Стекло — это твердое вещество, которое активно используется в различных строительных работах. Оно способно пропускать солнечный свет, не давая при этом теплу выйти изнутри. Чаще всего из него изготавливают окна, витрины, перегородки и зеркала. Листовые стекла обрабатывают в специализированных печах, что закаляет его, то есть придает ему увеличенную прочность. Укрепленные варианты нередко применяются для остекления лоджий и балконов. Если вдруг они повредятся, то от них не будет опасных острых осколков.
Современное производство стекла предлагает потребителям различные модели. Существуют даже энергосберегающие, солнцезащитные и армированные. В первом случае применяется тонкое прозрачное покрытие с высокой проводимостью тепла. Свет оно пропускает очень хорошо, что идеально для отопительного сезона.
Солнцезащитные стекла многократно тонируются для достижения идеального результата. Их применяют для фасадов, включают в состав стеклопакетов. Они способствуют повышению комфортности проживания в доме. Иногда встречаются при производстве аквариумов и витражей.
Армированные стекла хороши для обустройства окон или перегородок. Они отличаются высокой стойкостью к огню благодаря наличию специальной сетки из металла.
Изготовление цветного стекла
Цветное стекло может быть изготовлено различными способами, от которых зависит окончательный оттенок. Первая технология предполагает окрашивание в массе. Она довольно проста и практически ничем не отличается от производства обычного материала. В сырье добавляют разные красители, а также обязательно устанавливается строго заданная температура. Минус — высокий расход средств для придания желаемого оттенка.
Вторая технология уже сложнее, зато краситель уходит более экономно. Стекло изготавливается из двух слоев: первый — простой прозрачный лист, второй — либо тонкий крашеный, либо цветная оксидная пленка. Очень важно следить за линейным коэффициентом, он должен быть абсолютно одинаковым.
Особые виды стекла
Существуют особые виды стекла, которые могут использоваться в разных сферах и для разных целей. Разберемся подробнее в этом вопросе:
- Плоское стекло. Чаще всего его используют в окнах, дверях, автомобильных стеклах и так далее. Для изготовления жидкий материл доводится до желаемой толщины, а потом охлаждается и сгибается при необходимости. Стеклопакеты соединяют сразу несколько панелей в одну систему.
- Стеновые стеклоблоки. Для изготовления берут две разных половинки, которые спрессовывают и отжигают вместе. Их используют в архитектурной сфере для обустройства стен, люков и так далее. Стоит отметить, что такие изделия отличаются эстетичностью.
- Бронированное стекло. Оно является пуленепробиваемым и применяется в различных сферах промышленности. Выполняется из многослойного стекла, для изготовления которого прибегают к реализации специальных технологий. Подобный материал идеален для повышения безопасности: например, в ювелирных магазинах, банках.
- Кварцевое стекло. Считается одним из самых ценных. Выполняется из природного кристалла, который измельчают до гранулята и расплавляют. Чаще всего используется для изготовления деталей точной механики — например, кварцевых часов, контейнеров химических реагентов, лабораторного оборудования и так далее.
- Стеклокерамика. Сначала применялась для создания зеркал и креплений телескопов. Сейчас же из нее также изготавливают варочные панели и посуду. Производится путем «контролируемой кристаллизации».
- Светочувствительные стекла. Они позволяют получить картинку через образование микроскопических частиц из металла после воздействия электромагнитного излучения. Считается перспективным для выполнения всевозможных сложных микросхем.
- Стекловолокно. Расправленный материал пропускают через очень тонкие отверстия, в результате чего формируются нити, которые потом сплетаются друг с другом или остаются в пухлом веществе, применяемом для изоляции тепла или звука. Из стекловолокна делают различное спортивное оборудование, корпуса лодок и прочее.
- Жидкое стекло. Используется для заполнения пор и различных недостатков. Оберегает поверхности от воздействия влаги и солнца, а также прочих потенциально опасных факторов.
- Хрусталь. Из этого вида стекла выполняются элементы декора, имеющие красивый блеск.
- Богемское стекло. Производство ведется в Чехии и Силезии. Резка и гравировка производятся вручную.
- Оптическое стекло. Встречается в разных сферах: медицине, астрономии, фотоаппаратуре и так далее. Производство считается довольно сложным процессом, поскольку важна скрупулезная точность и чистота. Обработка осуществляется с помощью алмазных пил. Стандарты должны строго соблюдаться, в противном случае будет брак.
- Гнутое стекло. Зачастую применяется для витрин, необычных полок и мебели. Материал получают посредством медленного нагрева полотна до 650 градусов. Он смягчается и под собственным весом сгибается. Сам процесс занимает от двух до двадцати часов.
Технология производства стекла не стоит на месте и регулярно совершенствуется. Благодаря этому готовые изделия приобретают все более высокое качество. Знание особенностей создания стекла поможет выбрать самый качественный и подходящий для конкретной ситуации вариант.
Jet grouting. Укрепляя грунты и фундамент

Технология струйной цементации становится все более востребованной в работах по эффективному укреплению грунтов и усилению фундаментов.
Современные строительство и реставрацию зданий невозможно отделить от вопросов по качественному и быстрому укреплению слабых грунтовых пород, ограждению котлованов, усилению фундаментов. Решить их помогает технология струйной цементации грунта (jet grouting). Принцип данного метода основан на закреплении грунтов путем их размыва и перемешивания высоконапорной струей цементного раствора.
Альтернатива классике
 Генеральный директор ООО «УМ Геоизол» (входит в ГК «ГЕОИЗОЛ») Станислав Тарасенко отмечает, что существуют три различные системы струйной цементации грунтов jet grouting. Однокомпонентная (Jet-1 – разрушение грунта и формирование грунтоцементных свай с помощью подаваемого под давление цементного раствора); двухкомпонентная (Jet-2 – грунтоцементная свая формируется с помощью цементного раствора и воздушной струи); трехкомпонентная (Jet-3 – грунтоцементная свая формируется с помощью цементного раствора, воздушной струи и водной струи). «При этом подбор конкретной системы Jet grouting осуществляется на основе тщательного анализа геологических особенностей территории, параметров объекта, необходимых размеров и прочности получаемого грунтоцементного массива, экономической эффективности. Исходя из нашего опыта, могу отметить, что наиболее востребованы в строительной отрасли системы Jet-1 и Jet-2. Группа компаний «ГЕОИЗОЛ» одной из первых в Санкт-Петербурге стала активно применять технологию струйной цементации грунтов Jet grouting для решения сложных геотехнических задач», - подчеркнул он.
Генеральный директор ООО «УМ Геоизол» (входит в ГК «ГЕОИЗОЛ») Станислав Тарасенко отмечает, что существуют три различные системы струйной цементации грунтов jet grouting. Однокомпонентная (Jet-1 – разрушение грунта и формирование грунтоцементных свай с помощью подаваемого под давление цементного раствора); двухкомпонентная (Jet-2 – грунтоцементная свая формируется с помощью цементного раствора и воздушной струи); трехкомпонентная (Jet-3 – грунтоцементная свая формируется с помощью цементного раствора, воздушной струи и водной струи). «При этом подбор конкретной системы Jet grouting осуществляется на основе тщательного анализа геологических особенностей территории, параметров объекта, необходимых размеров и прочности получаемого грунтоцементного массива, экономической эффективности. Исходя из нашего опыта, могу отметить, что наиболее востребованы в строительной отрасли системы Jet-1 и Jet-2. Группа компаний «ГЕОИЗОЛ» одной из первых в Санкт-Петербурге стала активно применять технологию струйной цементации грунтов Jet grouting для решения сложных геотехнических задач», - подчеркнул он.
 Начальник отдела инженерной подготовки производства «Буровые машины» Роман Малышев рассказывает о технологической последовательности работ. В первую очередь производят бурение скважины. Затем в скважину погружают инъектор со специальным калиброванным отверстием – соплом. Потом подают под большим давлением цементный раствор. Далее осуществляют подъем инъектора с одновременным его вращением и формируют сваю нужного диаметра или стенку из свай. «Важным фактором укрепления массива грунта или усиления фундаментов с использованием струйной технологии является возможность поддержания больших давлений до 40-60 МПа. Это предъявляет определенные требования к оборудованию, подводящим трубопроводам и т.д. Так, например, гидравлические буровые установки EGT чаще других применяются в наших проектах именно благодаря их высокой производительности, маневренности и компактным размерам. Это дает нам возможность проводить работы в стесненных условиях и решать широкий круг задач», - отмечает специалист.
Начальник отдела инженерной подготовки производства «Буровые машины» Роман Малышев рассказывает о технологической последовательности работ. В первую очередь производят бурение скважины. Затем в скважину погружают инъектор со специальным калиброванным отверстием – соплом. Потом подают под большим давлением цементный раствор. Далее осуществляют подъем инъектора с одновременным его вращением и формируют сваю нужного диаметра или стенку из свай. «Важным фактором укрепления массива грунта или усиления фундаментов с использованием струйной технологии является возможность поддержания больших давлений до 40-60 МПа. Это предъявляет определенные требования к оборудованию, подводящим трубопроводам и т.д. Так, например, гидравлические буровые установки EGT чаще других применяются в наших проектах именно благодаря их высокой производительности, маневренности и компактным размерам. Это дает нам возможность проводить работы в стесненных условиях и решать широкий круг задач», - отмечает специалист.
 «Считаю целесообразным применение, - продолжает тему генеральный директор ООО «НПСФ «Спецстройсервис», к. т. н. Владимир Мишаков, - именно на открытых территориях, с целью улучшения физико-механических свойств грунтов под новое строительство путём нарушения естественной структуры грунта с целью создания элементов грунта с заданными свойствами. Также рекомендовал бы данную технологию для создания противофильтрационных завес вокруг экологически опасных предприятий для исключения проникновения стоков предприятия в естественные водоемы. Возможно применение jet grouting для создания горизонтальных противофильтрационных экранов, однако для реализации данных проектов требуется оборудование и большой технологический опыт»,- предупреждает он.
«Считаю целесообразным применение, - продолжает тему генеральный директор ООО «НПСФ «Спецстройсервис», к. т. н. Владимир Мишаков, - именно на открытых территориях, с целью улучшения физико-механических свойств грунтов под новое строительство путём нарушения естественной структуры грунта с целью создания элементов грунта с заданными свойствами. Также рекомендовал бы данную технологию для создания противофильтрационных завес вокруг экологически опасных предприятий для исключения проникновения стоков предприятия в естественные водоемы. Возможно применение jet grouting для создания горизонтальных противофильтрационных экранов, однако для реализации данных проектов требуется оборудование и большой технологический опыт»,- предупреждает он.
Кроме того, эксперт не рекомендует данный метод для усиления грунтов под существующими аварийными зданиями, так как подача воды или цементного раствора под высоким давлением может привести к разжижению грунтов, потери их несущей способности и разрушению здания. Для этих целей (усиление грунтов под аварийными зданиями) существует метод компенсационного нагнетания. На строительных объектах Петербурга при усилении грунтов под аварийными историческими зданиями ведущие организации города используют именно данную методику, которая позволила вернуть в строй не одну сотню аварийных зданий.
Отложенный спрос
Для проведения струйной цементации необходимо специальное оборудование: буровые установки, насосы и т.д. Всё оно производится в зарубежных странах. Как отмечают эксперты, оборудование для jet grouting является дорогостоящим, требует внимательного содержания и технического обслуживания, иначе оно быстро выйдет из строя. Обязательна промывка механизмов после использования цементного раствора, смазка узлов соединения.
 Как отмечает специалист по буровым установкам XCMG ООО «СюйГун Ру» Игорь Мурашов, чаще всего комплексы машин для jet grouting можно увидеть в Москве и Санкт-Петербурге. Это обусловлено наличием подходящей для применения jet grouting геологии. Данная технология позволяет кардинально изменить характеристики грунта, а следовательно и возможность строительства практически на любом основании.
Как отмечает специалист по буровым установкам XCMG ООО «СюйГун Ру» Игорь Мурашов, чаще всего комплексы машин для jet grouting можно увидеть в Москве и Санкт-Петербурге. Это обусловлено наличием подходящей для применения jet grouting геологии. Данная технология позволяет кардинально изменить характеристики грунта, а следовательно и возможность строительства практически на любом основании.
«На период изоляции в 2020 году многие страны были закрыты, что заставило некоторых покупателей ненадолго отложить запланированные приобретения, но после отмены ограничительных мер и открытия строительных объектов большинство ранее обсуждаемых контрактов было заключено. В 2021 году линейка машин XCMG для Jet Grouting пополнилась новой компактной моделью XMZ90 для работы в тоннелях и условиях плотной городской застройки», - сообщил специалист.

Вперед, к минимизации
Стоит отметить, что во многих зарубежных странах технология jet grouting считается одной из основных при работах с подземным пространством. По словам Владимира Мишакова, уровень распространения ее в России пока низкий из-за отсутствия оборудования, отработанных технологий и полной нормативной технологической документации.
 Тем не менее, по мнению других экспертов, jet grouting постепенно завоевывает отечественный рынок. Основатель ООО «Оптимум Прайс» Данил Кругов связывает растущую востребованность технологии и с ее с популяризацией и с увеличением количества исполнителей, имеющих весьма дорогостоящие комплексы для реализации подобных проектов. «Иногда доходит до курьёзов. Способы цементации путают, - рассказывает он,- и вполне можно встретить в серьёзной документации упоминание технологии «джет» для реставрации внутри архитектурного комплекса. Однако внутри зданий jet grouting применить невозможно. Машины-монстры и высокое давление способны подмыть не только ослабленный веками памятник архитектуры, но и ближайшую современную застройку».
Тем не менее, по мнению других экспертов, jet grouting постепенно завоевывает отечественный рынок. Основатель ООО «Оптимум Прайс» Данил Кругов связывает растущую востребованность технологии и с ее с популяризацией и с увеличением количества исполнителей, имеющих весьма дорогостоящие комплексы для реализации подобных проектов. «Иногда доходит до курьёзов. Способы цементации путают, - рассказывает он,- и вполне можно встретить в серьёзной документации упоминание технологии «джет» для реставрации внутри архитектурного комплекса. Однако внутри зданий jet grouting применить невозможно. Машины-монстры и высокое давление способны подмыть не только ослабленный веками памятник архитектуры, но и ближайшую современную застройку».
По словам эксперта, сейчас используются только крупные комплексы, работающие в котлованах, на открытых площадках. Из-за своей дороговизны в России часто покупаются машины, бывшие в употреблении в Европе, стоимость, как правило, начинается от 600 тыс. евро. Минимальный комплект можно было собрать в 2018 году за 25 млн.рублей, но с тех пор ценник вырос. Для работы на объекте многоэтажной застройки требуется 2-4 комплекса, работающих параллельно. Оборудование слишком сложное для того, чтобы сдавать или брать его в аренду. При этом идея развития «карманного» джет-граутинга, способного создавать грунтоцементые сваи диаметром 600-1200 мм под основаниями существующих зданий является нерешённой перспективной задачей. Струйная цементация вытесняет сваи, анкера и прочие способы усиления оснований. «Если вышеупомянутый вариант мини-джета будет изобретён, то сфера применения технологии, несомненно, расширится и можно будет усиливать даже памятники архитектуры», - подчеркнул Данил Кругов.

Мнение
Игорь Мурашов специалист по буровым установкам XCMG ООО «СюйГун Ру»:
Jet grouting относится с к специализированным видам работ, а следовательно, это дорогостоящее оборудование требует наличия в штате высококвалифицированного персонала. В случае если необходимо разовое выполнение работ в рамках проекта, то лучше привлечь компании с опытом работы. Что касается предложений по лизингу, то наша компания ООО «СюйГун Ру» совместно со СберЛизингом разработали эксклюзивную программу скидок на технику XCMG при оформлении в лизинг. Программа действует на всей территории РФ при покупке у любого официального дилера ООО «СюйГун Ру».
Звеньевые уплотнители в гидроизоляции вводов инженерных коммуникаций. Надежная защита
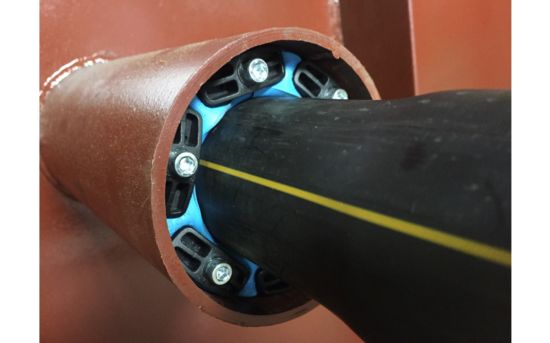
По словам экспертов, вводы инженерных коммуникаций - это одно из слабых мест при устройстве гидроизоляции зданий, заглубленных помещений и резервуаров. До недавнего времени герметизации прохода труб, электрокабелей проектировщики и строители уделяли недостаточно внимания. Однако современные требования, предъявляемые к эксплуатации зданий и сооружений, постепенно меняют сформировавшийся подход и заставляют относиться к работам по гидроизоляции вводов коммуникаций более серьезно и ответственно. В частности, становятся все более востребованными конструкции с фланцевыми герметизаторами с эластичным уплотнителем межтрубного пространства, обеспечивающие надежную защиту и герметичность.
Новая эпоха
 С советских времен, вспоминает основатель и генеральный директор компании IAAT (ООО «Игорь и Андерс Эдвэнсед Технолоджи») Игорь Филиппов, проектировщики не проектировали места проходов коммуникаций. В опалубке оставлялись прямоугольные проемы, через которые должны проходить трубы. При этом существовало требование, чтобы ввод содержал гильзу – стальную закладную деталь, отделяющую трубу от бетона. Межтрубное пространство заделывалось льняной паклей с цементом. Некоторое время это место удерживало грунтовые воды, но потом каболка сгнивала и происходила протечка. Строителей это не беспокоило, так как эта проблема уже возникала при эксплуатации здания. Со временем возникли новые требования к герметизации вводов коммуникаций. Так появились такие материалы как «сальники нажимные и набивные».
С советских времен, вспоминает основатель и генеральный директор компании IAAT (ООО «Игорь и Андерс Эдвэнсед Технолоджи») Игорь Филиппов, проектировщики не проектировали места проходов коммуникаций. В опалубке оставлялись прямоугольные проемы, через которые должны проходить трубы. При этом существовало требование, чтобы ввод содержал гильзу – стальную закладную деталь, отделяющую трубу от бетона. Межтрубное пространство заделывалось льняной паклей с цементом. Некоторое время это место удерживало грунтовые воды, но потом каболка сгнивала и происходила протечка. Строителей это не беспокоило, так как эта проблема уже возникала при эксплуатации здания. Со временем возникли новые требования к герметизации вводов коммуникаций. Так появились такие материалы как «сальники нажимные и набивные».
Проектировщики начали их закладывать в проектах, промышленные предприятия стали в больших объемах выпускать, а монтажники осваивать объемы работ по сметам.
Но, по факту, проблемы с гидроизоляцией вводов коммуникаций сохранились. Установленные сальники очень быстро ржавели, льняная пакля сгнивала и протечки поражали места вводов, развивая плесень, грибок, болезнетворную микрофлору, размножающуюся в подвалах и технических помещениях.

«Ситуация начала меняться только после 2006 года. Вместо ненадежных сальников, стали устанавливаться нержавеющие фланцевые герметизаторы и каучуковые звеньевые уплотнители из Европы. Так было положено начало новой эпохи в гидроизоляции и герметизации вводов коммуникаций в строительной отрасли нашей страны.
В 2007 году была основана компания «Игорь и Андерс Эдвэнсед Технолоджи», взявшая на себя миссию внедрения новых, современных и долговечных конструкций вводов инженерных коммуникаций. За 14 лет были разработаны и произведены конструкции, не имеющие аналогов в мире. Это позволило герметизировать вводы без остановки отопления, отключения коммуникаций и раскопок городских улиц».
«Герметизаторы IAAT работают в широком диапазоне температур: от -50℃ до +200℃, при давлениях до 5 бар. Надежно герметизируют трубы до 1400 мм из любых материалов. Разработаны специальные узлы герметизации вводов высоковольтных ЛЭП», - добавил Игорь Филиппов.
Особые преимущества
В настоящее время на рынке представлены различные виды комплектующих для герметизации межтрубных пространств, которые также называют гидромуфтами, гермовтулками и т.д. Отличия их состоят в материалах, из которых они произведены и конструктивах, способных или не способных выдерживать длительную работу.
 Генеральный директор компании «АктивПитерСтрой» (ООО «АПС») Павел Кулаев отмечает, что при выборе гидромуфт следует обратить внимание на такие характеристики как: твердость по Шору А (метод вдавливания), относительное удлинение при разрыве, остаточная деформация при сжатии, температурный диапазон, химическая стойкость. Плюсом в пользу выбора материалов определенного производителя будет наличие широкого ассортимента его типоразмеров (позволяет наиболее точно подобрать уплотнитель под диаметры труб и гильз), что определяет качество герметизации. А также - наличие у производителя собственных ТУ на уплотнители, паспортов качества, документов о добровольной сертификации, рекомендаций по применению от профильных организаций (например, ГУП ТЭК СПб, АО Теплосеть СПб), предоставление им гарантийных обязательств, бесплатной услуги шефмонтажа и т.д.
Генеральный директор компании «АктивПитерСтрой» (ООО «АПС») Павел Кулаев отмечает, что при выборе гидромуфт следует обратить внимание на такие характеристики как: твердость по Шору А (метод вдавливания), относительное удлинение при разрыве, остаточная деформация при сжатии, температурный диапазон, химическая стойкость. Плюсом в пользу выбора материалов определенного производителя будет наличие широкого ассортимента его типоразмеров (позволяет наиболее точно подобрать уплотнитель под диаметры труб и гильз), что определяет качество герметизации. А также - наличие у производителя собственных ТУ на уплотнители, паспортов качества, документов о добровольной сертификации, рекомендаций по применению от профильных организаций (например, ГУП ТЭК СПб, АО Теплосеть СПб), предоставление им гарантийных обязательств, бесплатной услуги шефмонтажа и т.д.
«В сравнении с традиционно применяемыми материалами для герметизации (каболки, пены, цементной смеси) преимуществ у звеньевых уплотнителей очень много. В частности, представленные на рынке уплотнители нашей компании под торговой маркой «АктивРинг» обладают отличными характеристиками по поглощению вибраций, шумов, компенсации механических нагрузок, стойки к воздействию масел, кислот и щелочей, могут эксплуатироваться при температуре от -40℃ +80℃. Кроме того, уплотнители не требует замены при протечках (только регулируются), их регулируемая герметичность составляет от 2 до 6 бар, имеют допуск к питьевой воде, могут устанавливаться без гильзы. Данные устройства просто и чисто монтируются и являются эффективным и экономичным решением проблемы уплотнения межтрубного пространства»,- отмечает Павел Кулаев.

 По словам генерального директора ООО «ГЕРНИКОН» Руслана Хайруллина, уплотнители только кажутся простым изделием. «На самом деле при производстве необходимо выдерживать определенные допуски, осуществить множество различных операций. Для этого необходимо хорошее оборудование и главное - высококвалифицированные кадры. При изготовлении необходимо использовать материалы, отвечающие заданным параметрам. Речь идет в первую очередь о применении высококачественной резины необходимой марки и требуемой марки нержавеющей стали, особенно если гидромуфта будет применяться в тяжелых условиях»,- добавил он.
По словам генерального директора ООО «ГЕРНИКОН» Руслана Хайруллина, уплотнители только кажутся простым изделием. «На самом деле при производстве необходимо выдерживать определенные допуски, осуществить множество различных операций. Для этого необходимо хорошее оборудование и главное - высококвалифицированные кадры. При изготовлении необходимо использовать материалы, отвечающие заданным параметрам. Речь идет в первую очередь о применении высококачественной резины необходимой марки и требуемой марки нержавеющей стали, особенно если гидромуфта будет применяться в тяжелых условиях»,- добавил он.
Растущий спрос
В целом, считают игроки рынка гидроизоляции, постепенно заказчики осознают важность качественной герметизации вводов коммуникаций. Соответственно растет востребованность и в таких технологичных решениях защиты от протечек. В свою очередь, производители готовы улучшать характеристики своей продукции, расширять ассортиментный ряд.
«Использование гидромуфт, - рассказывает Руслан Хайруллин, - с каждым годом становится все популярней. На сегодняшний день более 90% наших проектов по герметизации вводов коммуникаций решается применением уплотнителей GNK. Из-за пандемии коронавируса объемы продаж в 2020 году снизились. Ведь были заморожены многие объекты строительства. Но начало этого года позволяет строить обнадеживающие планы. Первый квартал 2021 года показал значительный рост спроса на нашу продукцию. Также мы не стоим на месте: постоянно расширяем ассортимент, разрабатываем новые изделия, находим оригинальные технические решения для различных областей строительства в сфере герметизации вводов коммуникаций».
«Ожидание от 2021 года, - продолжает тему Павел Кулаев, - восстановление и рост. Вновь появились возможности продвижения продукции в маркетинговых мероприятиях. В целом, востребованность звеньевых уплотнителей межтрубных пространств «АктивРинг», как современного решения по герметизации вводов коммуникаций возрастает, так как их по решению заказчиков, проектировщиков и эксплуатирующих организаций закладывают в проекты для решения вопросов межсезонных затоплений, протечек и ремонтов».
По словам Игоря Филиппова, 2020 год стал для компании IAAT очень показательным. На фоне разрушающейся от пандемии экономики, наши объемы продаж не сократились. Это говорит о том, что высокое качество нашей продукции находит спрос у заказчиков, болеющих за качество и долговечность своих объектов. Прогноз на текущий год также оптимистичен. Множество проектировщиков, убедившись в качестве узлов герметизации IAAT, заложили их в проекты 2020 года, которые сейчас начнут строиться.
«Президент страны поставил задачу перейти на новый стандарт проектирования – BIM. Все проектировщики, тесно работающие с компанией, уже получили BIM-модели на всю линейку нашей продукции. Конструкторы IAAT создали специализированный сайт, позволяющий очень быстро подобрать любые узлы герметизации для всех видов строительных конструкций. Кроме того, в этом году мы выберем профильное предприятие и на его базе произведем реновацию. Предложим разработанную линейку, перекрывающую весь размерный ряд и геометрию узлов вводов. Мы, как родоначальники рынка герметизации вводов, уверены в своей компетенции и лидерстве. Заложив начало новой культуры герметизации в 2007 году, мы оторвали сознание строителей от каболки с цементом и видим сейчас позитивный результат», - подчеркнул представитель рынка.