Движение вверх

Ведущие отечественные производители малых грузовых лифтов предлагают скорректировать и улучшить стандарты их проектирования, чтобы минимизировать риски использования некачественного, небезопасного, необоснованно дорогого в эксплуатации подъемного оборудования.
Как сделать возведение объекта социальной инфраструктуры качественным, современным, при этом рентабельным для застройщика и эффективным в эксплуатации? Тема острая, однозначных ответов нет. Один из подходов — обратить внимание на инженерное оборудование. Так, в соцобъектах сегодня гораздо больше вспомогательного оборудования, чем было 20–30 лет назад, например, малые сервисные лифты есть в каждом пищеблоке, а подходы к их выбору и установке не менялись уже более полувека.
Напомним, к малым грузовым лифтам относят подъемное оборудование, предназначенное для перемещения грузов массой 50, 100, 250 кг (отдельные модели до 500 кг). Транспортировка людей в них запрещена. Малые грузовые лифты не требуют регистрации в Ростехнадзоре, но должны иметь сопроводительную документации по ТР ТС «Безопасность лифтов», ГОСТ Р 56943-2016. Сроки службы малых грузовых лифтов составляют 25 лет. Чаще всего их задействуют в заведениях сферы общепита и объектах социальной инфраструктуры.
В новых условиях
В сегменте малых грузовых лифтов во многом текущая ситуация схожа с общеотраслевой. В последние месяцы с рынка ушли или приостановили свою деятельность такие иностранные компании (в том числе через дилерские организации), как OTIS, KONE, Shindler. Продолжают активно работать такие отечественные производители, как ЗАО «Предприятие ПАРНАС» (г. Санкт-Петербург), подмосковный ОАО «Щербинский лифтостроительный завод», а также ОАО «Могилевлифтмаш» из Белоруссии. Еще один ведущий игрок — московский «Карачаровский механический завод» — в апреле этого года был признан банкротом из-за финансовых проблем у собственников. В настоящее время на предприятии введено внешнее управление.
Производители подъемного оборудования отмечают, что из-за роста в стоимости комплектующих им также пришлось поднять цены на свою продукцию. Кроме того, из-за последних событий в стране начал наблюдаться дефицит некоторых импортных комплектующих. Тем не менее игроки рынка стараются смотреть с оптимизмом в будущее, надеются на рост заказов. В настоящее время в России устанавливается около 1500 единиц малых грузовых лифтов. Заметим, это только официальная статистика, есть еще т. н. «серый рынок». В свете ориентации стройки на экономию ресурсов и импортозамещение, полагают участники рынка, производство должно вырасти.
 «Самый животрепещущий вопрос последних месяцев — цена. Да, цены все поднялись. По рынку лифтов среднее повышение составило — 30%. У нас — 27%. Благо ситуация стабилизируется, логистика налаживается. Надеемся, рынок оправится от потрясений и мы быстро сориентируемся в новых условиях, других-то вариантов все равно нет. Мы и раньше старались ориентироваться на доступность комплектации. Пожалуй, только немецкая лебедка сейчас пока недоступна. Но, во-первых, мы имеем серьезные складские запасы, а во-вторых, не сидим сложа руки, нашли несколько вариантов замены, сейчас проводим заводские испытания. Остальные позиции уже найдены, испытаны, проблем здесь нет», — отмечает заместитель генерального директора ЗАО «Предприятие ПАРНАС» Ольга Егоренко.
«Самый животрепещущий вопрос последних месяцев — цена. Да, цены все поднялись. По рынку лифтов среднее повышение составило — 30%. У нас — 27%. Благо ситуация стабилизируется, логистика налаживается. Надеемся, рынок оправится от потрясений и мы быстро сориентируемся в новых условиях, других-то вариантов все равно нет. Мы и раньше старались ориентироваться на доступность комплектации. Пожалуй, только немецкая лебедка сейчас пока недоступна. Но, во-первых, мы имеем серьезные складские запасы, а во-вторых, не сидим сложа руки, нашли несколько вариантов замены, сейчас проводим заводские испытания. Остальные позиции уже найдены, испытаны, проблем здесь нет», — отмечает заместитель генерального директора ЗАО «Предприятие ПАРНАС» Ольга Егоренко.

Подъем по стандартам
Значимая доля производимых отечественных малых грузовых лифтов предназначается для социально значимых объектов. Их устанавливают в детсадах, школах, больницах, почтовых учреждениях. Однако иногда заказчик по незнанию или умышленно приобретает низкокачественный малый грузовой лифт или вовсе малый грузовой подъемник, имеющий существенные технологические различия. К сожалению, отмечают представители лифтовой отрасли, в проектах, даже уже прошедших экспертизу, часто встречается путаница в терминах, в нормативной базе. Ни строители, ни проектировщики, ни эксперты не обращают на данные факторы должного внимания.
Участники рынка предлагают не только скорректировать стандарты проектирования малых грузовых лифтов, но и повысить качество самого проектирования. Это поможет задействовать более рациональные современные подходы к подбору сервисного лифтового оборудования и минимизировать риски использования некачественного, небезопасного, необоснованно дорогого в эксплуатации подъемного оборудования.
По словам Ольги Егоренко, стандарты по малым грузовым лифтам в социальных учреждения, принятые в советское время, безнадежно устарели и необходимы новые. Сегодня лифтостроение предлагает оборудование технологически и качественно совсем другого уровня, да и строительные реалии шагнули далеко вперед, а малые грузовые лифты все как-то проектируют по старинке, не обращая на это серьезного внимания. «При особом внимании государства к строительству социальных объектов: к ценообразованию, комплектации, рациональному снижению себестоимости и сроков строительства, снижению стоимости эксплуатации здания и при этом повышению его функциональности — именно такое вспомогательное оборудование во многом обеспечивает общую эффективность. Мне нравится курс на типовые решения в этой сфере, но строители не всегда к этому готовы. Пожалуй, нам не хватает только одного документа, который раз и навсегда запретил бы использование некачественного оборудования на "социалке", по сути, нужен некий стандарт комплектации или корректировка норм СП. Надеемся, так и будет», — добавляет она.
 Сами проектировщики, соответственно, опираются на текущие стандарты. Они отмечают, что в настоящее время сложности при разработке проектов новых лифтов и замене существующих чаще всего связаны с нестандартными габаритами и грузоподъемностью устройств. Далеко не все заводы готовы делать т. н. «нестандарт». По словам руководителя архитектурной мастерской № 3 Градостроительного института «Мирпроект» Романа Лукина, в том числе выявляется неудовлетворительное состояние опорных и ограждающих конструкций шахт. «Чтобы запроектировать такое подъемно-транспортное устройство, требуется точный расчет габаритов и несущей способности ограждающих и несущих конструкций. Малые грузовые лифты должны быть надежными, долговечными, экономичными в закупке и эксплуатации, а также отвечать всем нормативным требованиям по безопасности, в том числе противопожарным», — напомнил он.
Сами проектировщики, соответственно, опираются на текущие стандарты. Они отмечают, что в настоящее время сложности при разработке проектов новых лифтов и замене существующих чаще всего связаны с нестандартными габаритами и грузоподъемностью устройств. Далеко не все заводы готовы делать т. н. «нестандарт». По словам руководителя архитектурной мастерской № 3 Градостроительного института «Мирпроект» Романа Лукина, в том числе выявляется неудовлетворительное состояние опорных и ограждающих конструкций шахт. «Чтобы запроектировать такое подъемно-транспортное устройство, требуется точный расчет габаритов и несущей способности ограждающих и несущих конструкций. Малые грузовые лифты должны быть надежными, долговечными, экономичными в закупке и эксплуатации, а также отвечать всем нормативным требованиям по безопасности, в том числе противопожарным», — напомнил он.
Представители компании «РуссЛифт» (занимаются проектированием, монтажом лифтов и подъемников) отмечают, что требования заказчиков зависят во многом от особенностей здания (размер кабины, количество выходов, расположение выходов). Как правило, проектные организации берут за основу стандартные строительные задания завода-изготовителя, чтобы избежать лишнего удорожания лифтового оборудования в индивидуальном исполнении. Сами малые грузовые лифты, добавляют специалисты, за последнее десятилетие технически несколько изменились. В основном в части управления (микропроцессорное) плавности хода и безопасности использования, в частности, предусмотрено больше блокировок.
 Генеральный директор ООО «ЛифтСтрой» Игорь Костянко подчеркивает, что хороший лифт монтируется быстро (2–3 дня), сдается инспектору без проблем и работает потом долго и стабильно. С ним не будет вопросов по отказам, ремонтам и т. д. «А вот лифт сомнительного качества монтируется дольше, требует доработок прямо на месте и, как следствие, работать будет с перебоями. На наш взгляд, активному развитию сегмента малых грузовых лифтов пока мешают несколько факторов: недостатки проектирования и невнимание строительных компаний к качеству закупаемого инженерного оборудования. Зачастую заказчики сильно ограничены в бюджетах на закупку оборудования, стремятся купить самое дешевое и не знают о том, что технологически сервисные лифты могут быть очень современными, недорогими и при этом экономными в монтаже и дальнейшей эксплуатации. Сэкономив на качестве оборудования, заказчик неминуемо получит повышенные затраты на монтаж и ТО, пока только единицы осознают эти реалии», — резюмирует он.
Генеральный директор ООО «ЛифтСтрой» Игорь Костянко подчеркивает, что хороший лифт монтируется быстро (2–3 дня), сдается инспектору без проблем и работает потом долго и стабильно. С ним не будет вопросов по отказам, ремонтам и т. д. «А вот лифт сомнительного качества монтируется дольше, требует доработок прямо на месте и, как следствие, работать будет с перебоями. На наш взгляд, активному развитию сегмента малых грузовых лифтов пока мешают несколько факторов: недостатки проектирования и невнимание строительных компаний к качеству закупаемого инженерного оборудования. Зачастую заказчики сильно ограничены в бюджетах на закупку оборудования, стремятся купить самое дешевое и не знают о том, что технологически сервисные лифты могут быть очень современными, недорогими и при этом экономными в монтаже и дальнейшей эксплуатации. Сэкономив на качестве оборудования, заказчик неминуемо получит повышенные затраты на монтаж и ТО, пока только единицы осознают эти реалии», — резюмирует он.
Мнение
Ольга Егоренко, заместитель генерального директора ЗАО «Предприятие ПАРНАС»:
— Мы разработали свое типовое решение для социальных объектов — малый грузовой лифт ПАРНАС ЛМП. Мы учли особенности технологических процессов, инвентарь, который используют обычно в пищеблоках школ и детских садов, производственные мощности и уровни загрузки, даже пожелания персонала постарались учесть. Данную модель уже два года поставляем на стройки СПб и Ленобласти. Этот лифт — оптимальный и недорогой вариант для инфраструктурных объектов. Он полностью отвечает всем нормам безопасности, надежен, удобен, красив и нетребователен в обслуживании.
Арматура

Современное строительство, как гражданское, так и промышленное, сложно представить без использования арматуры. Арматура строительная представляет собой стержни, которые в процессе монтажа собираются в необходимую конструкцию: сетку или каркас. Смонтированный каркас или сетку заливают бетонным раствором. Применение армирующего каркаса оправдано тем, что бетон отлично работает на сжатие, но плохо на растяжение. Арматура принимает на себя растягивающие нагрузки и перераспределяет их на массив. За счет этого удается добиться прочности и увеличения несущей способности железобетонных конструкций. Армированные конструкции в значительной мере меньше подвергаются растрескиванию.
Армконструкция должна иметь:
- Повышенную прочность
- Устойчивость к вибрации
- Высокую пластичность
- Стойкость к деформациям
- Инертность к коррозийным процессам
Разновидности арматуры
В зависимости от использования арматура бывает:
- Рабочей. Называется так, потому что преобладающе работает в связке с бетоном. Воспринимает растягивающие, реже сжимающие нагрузки возникающие от веса конструкции и внешних нагрузок.
- Монтажной. Монтажная арматура не воспринимает никаких нагрузок. Необходима для фиксации и удержании рабочей арматуры в запроектированном положении. Иногда монтажные стержни вынимают.
- Поперечной. Поперечная арматура устанавливается перпендикулярно продольным несущим стержням. Служит для воспрепятствования усилий сдвига и поперечной силы, и для предотвращения выпучивания продольных прутов арматурного каркаса. Собирает отдельные прутья в объемный каркас и обеспечивает конструкции пространственную работу.
- Распределительной. Данный тип арматуры необходим для перераспределения нагружающих усилий внутри монолитной конструкции. Связывается с рабочими прутами сваркой или проволочной скруткой.
В настоящее время в строительной индустрии используют два принципиально различных вида арматуры:
- Стальная. Производится в виде стальных прутов или бухт разной длины и диаметра сечения.
- Композитная. Изготавливается из органического сырья. И выполняет те же задачи, что и стальная.

Общая классификация стальной арматуры
Чтобы проще разбираться в арматурном каркасе, существует классификация по признакам.
По классам арматура бывает:
- А240. Выпускается сечением от 6 до 40 миллиметров из стали марки Ст3кп, Ст3пс и Ст3сп
- А400. В зависимости от марки стали, Ст5пс и Ст18сп, диаметр бывает 6- 40 миллиметров. Из марок 18Г2С производят прутья диаметром равным 40-80 миллиметров.
- А500. Делают профиль от 10 до 40 мм.
- А600. Производят пруты толщиной 10- 40 миллиметров.
- Ап600. 10-40 мм.
- А800. Данную арматуру изготавливают диаметром от 10 до 32 мм.
- А1000. Как и в предыдущем классе d=10-32 мм.
- В500. От 3 до 16 мм.

Индекс В означает, что арматура получена холоднодеформированным способом.
- Вр500. Выпускают 3-5 миллиметров в диаметре.
- Вр1200. d=8мм.
- Вр1300. Производят 7 миллиметров в диаметре.
- Вр1500. Выпускают диаметром 3 мм.
- Вр1600. Встречается 3-5 миллиметров.
Индекс К интерпретируется как арматура канатная.
- К1400. Производится d=15 мм.
- К1500. d=6-18 мм.
- К1600. Имеет размеры 6, 9, 11 ,12 ,15 миллиметров
- К1700. Данный прокат выходит с размерностью 6-9 мм. в диаметре.

По способу изготовления
- Горячекатанная.
- Холоднодеформированная
- Канатная
Производство арматурного проката
Изготовление арматуры начинается на металлургических комбинатах. Там из железной руды с добавлением угля получают чугун. Далее чугун переплавляют в сталь, добавляя в исходное сырье легирующие элементы. Они придают стали заданные свойства. В качестве легирующих химических веществ используют: марганец- Г, кремний-С, хром- Х, никель-Н, молибден-М, вольфрам- В, селен-Е, алюминий- Ю, титан- Т, ниобий- Б, ванадий- Ф, кобальт- К, медь- Д, бор-Р, азот-А, цирконий- Ц. Буквенный индекс через дефис говорит об обозначении химического элемента в маркировке стали.
Затем расплав подается на машину непрерывного разлива. Сталь сливается в распределитель, подается в кристаллизатор, а оттуда в специальные желоба, где и охлаждается. Изначально заготовки для будущей арматуры имеют квадратное сечение. В таком виде сырье для получения арматуры храниться до момента, когда отправиться на металлопрокатный стан. Перед тем как начать процесс формирования арматуры, заготовки разогревают в печи для увеличения пластичности. Температура разогрева зависит от марки стали. Важно не перегреть, чтобы не ухудшить показатели твердости будущего изделия. Недогрев тоже нежелателен, так как усложняет процесс вытягивания. Разогретые бруски пропускают через систему валков. Каждый блок валков имеет меньший размер по сравнению с предыдущим. При этом происходит утончение и удлинение заготовки, и формирование круглого профиля. Так получают проволоку катанку, которая может служить самостоятельным изделием и являться материалом для дальнейшей переработки, и горячекатанную арматуру. На заключительном этапе протягивания на арматуру наносятся насечки. Предусмотрены кольцеобразные, серповидные и комбинированные. Насечки, они же ребра, нужны для лучшего механического сцепления арматуры и бетона.
Холоднодеформированную арматуру- проволоку получают прокаткой на специальном станке до заданного диаметра. Применяют для производства катанку из высокоуглеродистой и низкоуглеродистой стали. Холоднодеформированный прокат выпускают размером в диаметре от 3 до 16 миллиметров.
Канатная арматура. Наиболее эффективная напрягаемая арматура выпускается в виде канатов. Представляет собой закрученные по спирали вокруг центральной проволоки проволочные нити. В производстве первое место занимает канатная арматура из семи нитей, но существуют 3, 19 проволочные канаты и арматурные пучки, состоящие из продольных не свитых проволок или канатов.

По типу профиля
- Гладкий. На поверхности изделия отсутствуют ребра. Пример гладкого профиля арматура А240
- Периодический. На поверхность изделия в процессе производства наносятся насечки перпендикулярно или под углом к продольной оси. Ребро на пруте арматуры отстоит от другого на одном и том же расстоянии, называемом периодом, по всей длине изделия. Отсюда происходит название ребристопрофильной арматуры- периодическая.

По условиям эксплуатации
- Ненапрягаемая. Ненапрягаемая арматура предназначена для формирования сеток, пространственных каркасов, армированных поясов в обычном состоянии.
- Напрягаемая. Применяется для производства предварительно напрягаемых железобетонных конструкций. Как известно, бетон чувствителен к усилиям растяжения и провисания. Для того чтобы нивелировать эти нагрузки бетону необходимо придать расчетное предварительное сжатие. Сжимающее усилие бетону придает напрягаемая арматура. Напряжение арматуры основано на том, что предварительно растянутый металл после снятия напряжения стремиться принять прежнюю первоначальную форму, то есть сжаться. Но если при этом арматурный материал обжат бетоном, то нагрузка сжатия передается на всю железобетонную конструкцию. Напрягают арматуру механическим, электротермическим, электромеханическим способом.
При механическом напряжении арматуру растягивают до расчетного значения винтовыми или гидравлическими домкратами.
При электротермическом способе под воздействием электрического тока происходит нагрев до 300-3500 С. За счет нагрева металл расширяется. Нагретую арматуру до охлаждения помещают между упорами, препятствующими ее укорачиванию. В процессе понижения температуры в прутах или канатах возникают растягивающие напряжения. Напряженную арматуру заливают бетоном и, после затвердения снимают напряжение. Сжимающая нагрузка передается на бетон за счет анкеров, которые закреплены на противоположных концах прутов арматуры, либо при помощи механического сцепления бетона за ребра арматурного прута. Электротермический способ хотя и менее трудоемок, но не обеспечивает точности соблюдения заданных параметров.
Электромеханический вобрал в себя технологические операции электротермического и механического способов растяжения.
Еще одним способом создания преднапряженных конструкций является способ натяжения на бетон. Заключается он в следующем. Перед заливкой бетонного раствора в форму помещают пластиковую трубу в расчетном месте. После застывания и вынимания трубы в массиве образуется канал. В него прокладывают арматуру и напрягают обычным способом. Затем канал бетонируют, анкеруют концы прутьев. Таким способом строятся длинномерные конструкции. Например, мосты. Натяжение на бетон позволяет прочно и надежно соединить сегменты пролета моста.
В настоящее время набирает популярность технология производства бетона на напрягающих цементах. Суть заключается в том, что бетон на напрягающем цементе во время затвердевания расширяется и растягивает арматуру. Так как арматура препятствует свободному расширению бетона, в массиве возникает сжимающее напряжение.

Композитная арматура
Арматура из композитных материалов получает все большее распространение. Композитная арматура производится:
- Стеклокомпозитная. Производится из тончайших нитей стекловолокна.
- Базальтокомпозитная. Выпускается из предварительно расплавленного природного материала базальта
- Углекомпозитная. Сырьем для производства служит углеволокно, состоящее из углеродных нитей.
- Арамидокомпозитная. Состоит из полиамидных волокон, которые обеспечивают высокую механическую прочность. Известно под торговой маркой «Кевлар».
Принцип производства сводится к тому, что расплавленное сырье вытягивается в нити на фильерных машинах и скрепляется в жгуты полимерной органической смолой. Выпускается толщиной от 4 до 32 мм. гладкой и рифленой фактуры. В зависимости от диаметра производится в бухтах – до 8мм, в прутах- при диаметре от 8 миллиметров. Получила широкое распространение в дорожном строительстве, в строительстве бассейнов; армировании фундаментов при частном строительстве и прочих ненагруженных фундаментов; в бетонных конструкциях, где есть угроза возникновения коррозии; при создании пешеходных и велосипедных дорожек; формировании арм. пояса в кирпичной или блочной кладке; устройстве отмосток вокруг зданий.

Сравнение стальной и композитной арматуры
Оба вида имеют свои достоинства и недостатки. Нельзя однозначно выделить какой-либо материал в лидеры по всем критериям. Для каждой конкретной задачи применима определенная арматура. Правильный выбор с экономической и технологической точки зрения может быть сделан только после грамотных проектных расчетов.
К плюсам стальной арматуры относится:
- При необходимости может соединяться методом сваривания. Этот момент важен если необходимо придать каркасу жесткость.
- Можно гнуть под любым углом на строительной площадке. В зависимости от конфигурации бетонного изделия стальная арматура способна повторить контур и при сгибе не создает напряжения в сторону разгибания. Значимый фактор, так как в углах стен и фундаментах не допускается прерывистость прутьев. Композитная арматура не способна сгибаться под углом в 90 градусов. При сгибе возникают силы, стремящиеся вернуть прут в исходное положение. Изогнутые композитные элементы арматуры можно заказать только на заводе. Согласно техническому заданию, их изготовят в нужном количестве
- Подходит для монолитного строительства многоэтажных зданий
- Есть возможность напряжения. Преднапряженные бетонные элементы хорошо работают на прогиб, обладают повышенной трещиностойкостью. За счет повышенной прочности есть можно уменьшить сечение изделия без снижения прочностных характеристик, поэтому требуется меньше расход бетона и стали.
- Обладает токопроводностью, это позволяет производить электропрогрев бетона в условиях низких температур. Свойство стальной арматуры проводить электрический ток полезно для создания системы заземления и молниеотведения. Композитная арматура, из-за физических характеристик непригодна для выполнения таких задач.
- Огнестойкость. Стальная арматура начинает приобретать избыточную пластичность и терять свои несущие свойства при 6000С. И в этом ее серьезный плюс. В то время как композитная размягчается при 250-3000 С. Нарушение арматурного каркаса может привести к обрушению здания.
- Простота работы на строй площадке. Со стальной арматурой привычно и просто работать в полевых условиях, соблюдая минимальные требования безопасности. При работе с композитными материалами, нужно надежно защищать кожу и слизистые и дыхательные пути от попадания органической пыли.
Достоинства композитной арматуры
- Невысокая стоимость. Производство полимерной арматуры значительно дешевле стальной.
- Коррозийная стойкость. Композитные материалы не подвержены коррозии, в то время как стальную арматуру необходимо защищать от прямого воздействия воздуха и влаги. Все виды пластиковой арматуры можно применять холодных в условиях, когда в бетон добавляют антиморозные добавки. Стальная арматура в бетоне с добавками активно коррозирует.
- Низкий коэффициент теплопроводности. Благодаря этому свойству исключается образование мостиков холода. Расширение при охлаждении сопоставимо с показателями расширения бетона, поэтому не происходит отслоения арматуры и трещин в толще бетона.
- Диэлектрические качества. Являются плюсом композитной арматуре при строительстве зданий и помещений, где присутствие посторонних электромагнитных полей нежелательно. Это исследовательские и центры МРТ, радиотехнические лаборатории и так далее.
- Простота транспортировки. Композитная арматура легче стальной в 5 раз. Продукция малого сечения, до 8 миллиметров сворачивается в бухты. Поэтому нет необходимости в специальном длинномерном транспорте для перевозки. Для частного домостроения пластиковую арматуру можно привезти на личном транспорте.
- Высокая удельная прочность. Прочность композитной арматуры выше прочности стальной примерно в 3 раза. Но композитные материалы уступают стали по модулю упругости. Это говорит о том, что армировать нагруженные объекты ни стекалопаластиковой, ни базальтопластиковой, ни прочими видами органических арматур нельзя. Композитная продукция не подходит для изготовления предварительно напряженных конструкций, потому что имеет огромные потери напряженности с течением времени. То есть со временем, в течение 5-7 лет в органической арматуре теряется усилие сжатия, и напряженность бетона резко снижается. При сохранении внешней нагрузки бетон начнет трескаться и крошиться.

Ориентируясь на приведенные преимущества, невозможно однозначно сказать: какая арматура лучше, надежнее, практичнее. Однозначно формируется вывод, что для каждого вида есть своя область применения. Стальную арматуру оправданно использовать в преднапряженных объектах: балках, фундаментных блоках, перекрытиях. И в ненапряженных изделиях: ленточных фундаментах, набивных фундаментах, плитных основаниях, колоннах, несущих конструкциях. Композитную рационально применять для усиления кладки, для фундаментов частного малоэтажного строительства на твердых, не пучинистых грунтах, при условии неразрывности армирования углов; для неответственного армирования: лестничных маршей, не несущих колонн, чаш бассейнов. При выборе арматуры важно опираться на обоснованное мнение проектировщика, подкрепленное расчетами показателей и характеристик, взятых из СП и СНиП.
Обмазочная гидроизоляция: практично и надежно
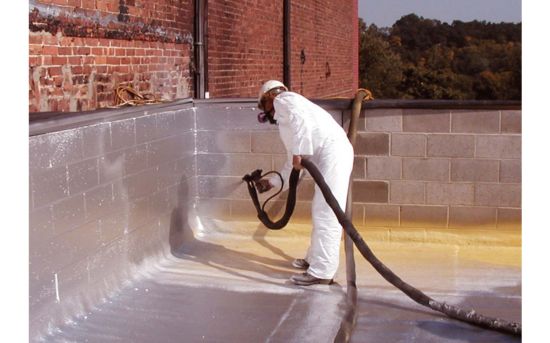
Гидроизоляция обмазочными материалами - один из самых доступных способов защиты гражданских и промышленных конструкций от влаги. Она может задействоваться при проведении как наружных, так и внутренних работ. Современные технологии помогают улучшать характеристики обмазочных гидроизоляционных материалов и расширяет область их применения.
Обмазочные гидроизоляционные материалы – это специальные смеси, в основе которых битум, полимеры, цемент и их сочетание. Обмазочная гидроизоляция имеет высокий показатель удержания влаги, паронепроницаемости, долговечности и т.д. На отдельных ее достоинствах заострили внимание эксперты.
Максимальная герметичность
 По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
 Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
 Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Критерии выбора
При выборе обмазочной гидроизоляции следует ориентироваться на четыре важных критерия, подчеркивает Дмитрий Лупанов. Первый - это тип сооружения, где будет задействована гидроизоляция и сама гидроизолируемая зона. А именно - учитывается само инженерное решение. Соответственно, внешняя гидроизоляция стен фундамента здания или внутренняя гидроизоляция резервуара формируют разный набор требований к материалу. Зона гидроизоляции, финишное покрытие в цокольной части здания или межслойная изоляция между стяжкой и плитой перекрытия подземного паркинга также влияют на его выбор.

Второй критерий выбора того или иного гидроизоляционного материала – это его условия эксплуатации и ожидаемый срок службы. Тут учитываются тип воздействия воды (капиллярная влага из основания или напорная вода влияют на изоляционные свойства материала); механические воздействия на поверхность изоляции при эксплуатации на прочность сцепления, прочность при разрыве, абразивную стойкость; перепады температур или циклические динамические нагрузки, влияющие на способность к перекрытию трещин (эластичность), паропроницаемость и т.д.
Третий важный критерий, продолжает Дмитрий Лупанов, – это простота или сложность применения материала. Скорость его нанесения, продолжительность межслойной сушки, время до введения в эксплуатацию и т.д. Четвертый фактор – экономический. Необходимо учитывать исходную стоимость материала и трудозатраты при применении, а также – межремонтные сроки службы и стоимость ремонта.
В контексте применения обмазочных гидроизоляционных материалов на бытовом уровне потребителям также важно соблюдать вполне простые правила. «Возможные промахи - такие же, как при выборе любого строительного материала. Всегда важно заранее правильно замерить помещение, знать, на какое основание что вы наносите, что планируете делать дальше и внимательно читать инструкцию. При всех сомнениях лучше до покупки проконсультироваться у производителя через сайт или горячую линию, он поможет все сделать правильно и предотвратить будущие ошибки, последствия которых испорченный новый ремонт и проблемы с соседями»,- делает выводы Надежа Цыпкина.
Активное развитие
Как отмечает Дмитрий Лупанов, обмазочная гидроизоляция – тип изоляции, который был изобретен самым первым. «Несмотря на это, направление всё ещё очень активно развивается. Например, в области полимецементных мембран мы достигли новой планки с материалом MasterSeal 6100 FX в технологичности (сократился срок введения в эксплуатацию до 3 дней) и в надёжности: повысилась адгезия до 2 МПа, перекрытие трещин до 2 мм, стойкость к постоянному давлению воды до 5 бар. Общий срок службы достиг 80 лет»,- добавляет он.
Действительно, отмечает Сергей Шибаев, современный уровень развития строительной химии дает новые возможности в этой области. Основываясь на принципе долгосрочной надежности, компания Remmers рекомендует эластичную обмазочную гидроизоляцию для выполнения горизонтальной отсечки. Наиболее популярным решением является полимерцементная гидроизоляция Remmers MB 2K. Она удобна и строителю, так как наносится быстро (время полимеризации от 9 часов) и владельцу здания, так как имеет чрезвычайно высокую стойкость к сжимающим нагрузкам, высокую адгезию ко всем строительным материалам (включая битумные основания, пластик и металл), что гарантирует длительный срок службы без снижения эффективности.
«Важным критериев для выбора материала является и его эластичность, так как подвижки и усадка фундамента неизбежны в новом строительстве. Применяя гидроизоляционную обмазку MB 2K как для гидроизоляции фундамента, так и для горизонтальной гидроизоляции можно быть совершенно спокойным за ее целостность, так как она имеет практически уникальный параметр перекрытия трещин в своем классе – при ширине раскрытия до 3 мм»,- подчеркнул представитель компании Remmers.