Монолитные работы в дорожном строительстве

Монолитное полотно гораздо надежнее асфальтового, но применяют его ограниченно. Связано это с невысоким финансированием, особенностями рельефа и ограниченным объемом необходимых марок цемента. Прежде чем сделать выбор в пользу бетона, изучите его преимущества, правила укладки и эксплуатации.
Преимущества и недостатки монолитных дорог
Достоинства монолитного покрытия:
- Высокая прочность. Не надо проводить ремонтные работы длительное время. Срок эксплуатации дороги — не меньше 40 лет. Асфальтовое покрытие служит 10 лет, при условии ежегодного ремонта. Минимальный износ монолитного покрытия 0,1-0,2 мм в год.
- При строительстве дороги техника расходует меньше топлива, так как в момент движения автомобилей бетон не деформируется.
- Монолитное покрытие устойчиво к резкому изменению климатических условий. Дорожное полотно не портится из-за проливных дождей и резких перепадов температур.
- Монолитная дорога защищает окружающую среду от вредных выбросов, так как горючего при езде по бетонной дороге расходуется меньше. В результате уменьшается выброс в атмосферу выхлопных газов.
- Высокий коэффициент сцепления дорожного основания, который не изменяется при увлажнении.
- Можно вести строительную работу при неблагоприятных условиях.
- Легкость приготовления бетонного раствора и высокая скорость заливки.
- Монолитная дорога обладает хорошей отражающей способностью, поэтому при движении по бетонному полотну у водителя лучше видимость по сравнению с асфальтом, особенно в ночное время.
Основной недостаток покрытия — дороговизна, так как бетон стоит дороже асфальтового варианта. Если повредится монолитное основание, то придется заменять целую плиту. Во время дождя и снегопада дорога становится скользкой.
Материалы
Основной материал для монолитного дорожного строительства — бетон марки М400. Он устойчив к большим нагрузкам, возникающим под действием легковых и грузовых автомобилей.
В таблице указаны основные характеристики и требования к их выполнению:
|
Характеристики |
Описание |
|
Прочность на сжатие |
Это способность бетона выдерживать сжимающую нагрузку. Для основы используют марку бетона М300 и выше, для верхнего слоя — от М400. |
|
Прочность на расширение при изгибе |
Дорожное покрытие — это горизонтальная поверхность, которая подвергается постоянному давлению. Поэтому используют классификацию марок от М5 до М50. |
|
Морозоустойчивость |
Марку бетона определяют по морозостойкости, которая зависит от климатических условий региона. Для этого берут самый холодный месяц года и рассчитывают среднемесячную температуру. Если климат суровый и температурный режим ниже -15°С, то верхний слой бетона составляет F200, от -5°С до -15°С — F150, от 0° до -5°С — F100. |
|
Прочность щебня для финишного покрытия |
Не менее 1200 кг/см2. |
|
Плотность щебня для подушки |
От 800 до 1000 кг/см2. |
|
Степень подвижности |
При конусном исследовании параметр должен соответствовать уровню 2 см. Для предотвращения отклонения от указанного значения добавляют в состав бетонной смеси минеральные включения. |

Строительство
Монолитную дорогу строят в несколько этапов. Чтобы покрытие получилось качественным, соблюдают все требования, установленные проектной документацией.
Подготовка грунта
В первую очередь проводят подготовительные работы, которые связаны с обработкой грунта. Их начинают после составления проектной документации и геологических исследований региона. Бетонирование осуществляют по горизонтали с изъятием холмов небольшого размера.
Обустраивая крупную автомагистраль, плодородную почву снимают в полном объеме. Если организуют подъезд ко двору, то изымают не более 20 см земли. Созданную подушку уплотняют катком и массивными виброуплотнителями.
На этом этапе делают дренажную систему, которая будет отводить дождевую и грунтовую воду. Для этого создают незначительный уклон 2°-4°. В боковой части дороги фиксируют бетонный желоб и делают откосы.
Подстилочный слой
Песчаную подушку делают толщиной 20-40 см. Подстилка помогает улучшать дренаж и предотвращать размытие грунта при отрицательной температуре. Обязательно делают подушку для дороги на торфяных и глиняных почвах. Чаще всего ее засыпают гравием или крупными камнями, затем выравнивают при помощи катка.
В процессе работ делают запроектированный уклон. Каменную засыпку дополнительно укрепляют цементным раствором. Чем толще получится основание, тем долговечнее будет дорога.

Монтаж опалубки
Для монтажа опалубки используют деревянные доски, высота которых равна уровню заливки смеси. По краю бетона устанавливают ребра жесткости. Все части опалубки обрабатывают специальными растворами, которые помогают быстро отсоединять доски от застывшего материала.
К древесным щитам предъявляются определенные требования по крепости. Если во время строительства задействуют специальную технику, то делают стальную опалубку, обладающую повышенной прочностью и долговечностью. В основе каждого элемента находится подошва с увеличенной устойчивостью к большой нагрузке.
Все секции опалубки должны быть выставлены в одну линию и надежно закреплены. Это условие является обязательным для дорог любых размеров.
Для предотвращения расширения и деформации полотна во время эксплуатации используют армирование металлической сеткой с размером ячеек 150 мм. Работу проводят в процессе заливки. Металлические элементы фиксируют от нижнего уровня на высоте 4 см, предварительно выровняв материал.
Укладка бетона
Укладку бетонного покрытия выполняют в один или несколько этапов. Раствор заливают по периметру. В несколько этапов выполняют процесс, когда проводят армирование.
Бетон быстро затвердевает, поэтому его наносят максимально быстро, при этом сохраняя высокое качество работ. Иначе его эксплуатационные качества ухудшатся. Для заливки автомобильной магистрали используют только заводской бетон, который доставляют на строительную площадку тяжелой спецтехникой.
Основные правила укладки:
- бетон выгружают по 1 м3, затем выравнивают, чтобы получить одинаковую плотность;
- полотно выкладывают в 2 или 3 слоя;
- для уплотнения применяют вибрационное оборудование и специальные механизмы;
- к следующей площадке переходят только после того, как первая обработана.
Если выполняют армирование, то виброприбор размещают на 7 см выше верхнего края. Бетонный раствор используют подвижный и пластичный, но не жидкий. Иначе смесь начнет вытекать через опалубку и потеряет качество.
На готовое монолитное покрытие наносят текстуру, которая напоминает алмазную насечку. Процесс помогает делать поверхность шероховатой.
Нарезка и герметизация температурного шва
Важный этап обустройства дороги — нарезка деформационных швов. Их можно устанавливать после достижения плотности, равной 60%. При меньших показателях полотно не сможет выдержать вес специальной техники и оборудования.
Швы защищают дорогу от повреждений из-за температурного расширения, которое возникает во время сильных морозов. Для распиловки плиты применяют специальные инструменты. Дистанцию между зонами делают согласно проекту. Чаще всего толщину монолита умножают на 30.

Уход
Чтобы защитить монолитное полотно от преждевременного разрушения:
- дорогу для общего пользования открывают не ранее, чем через 28 суток после заливки, так как раствор должен набрать заводскую прочность;
- полотно обрабатывают полимерами, которые создают водонепроницаемую пленку и предотвращают деформацию;
- при возникновении трещин небольшое разрушение заделывают шпатлевкой, крупное — бетонным раствором;
- при появлении разломов снимают весь участок (проблема чаще всего возникает, когда не хватает уплотнения).
При обработке дороги полимерами сцепление колес автомобилей с полотном ухудшается, так как снижается шероховатость. Поэтому на скоростных автомагистралях их используют редко.
Еще один способ профилактики разрушения монолитного полотна — укладка слоя износа. Это значит, что на готовую поверхность наносят асфальт. Он помогает обеспечивать сцепление колес с покрытием и увеличивает срок эксплуатации дороги в несколько раз. Кроме того, стоимость ремонта асфальтобетонного покрытия обходится гораздо дешевле.
Требования к качеству
Качество монолитной дороги регламентирует стандарт СНиП 3.06.03-85 «Автомобильные дороги». Согласно документу, строительная компания должна соблюдать требования:
- Обеспечивать устойчивость к значительным и постоянным механическим нагрузкам. Точное значение определяют в каждом случае индивидуально, учитывая свойства полотна.
- Исключать возможность появления трещин в результате интенсивного использования дороги и сразу после заливки материала. Для этого строго соблюдают технологию монтажа и правильно подбирают соотношение компонентов в бетонной смеси.
- Обеспечивать неуязвимость к действию химических сред и водостойкость. Строительство автомобильной магистрали происходит на разном по качеству грунте и рельефе. Поэтому дорогу защищают от разрушительного действия воды и делают хорошую дренажную систему. Иначе полотно деформируется и станет непригодным для эксплуатации.
Обязательно соблюдают пропорции приготовления раствора для обеспечения максимального качества возводимого покрытия. Монолитная дорога, изготовленная в соответствии со стандартами, выдерживает повышенные нагрузки и не деформируется при увеличенном транспортном потоке.

Транспортировка бетонного раствора
К месту укладки раствор доставляют разные спецсредства. Бетонную смесь подают:
- вагонеткой по колейным путям;
- ленточным транспортером;
- бункером;
- автосамосвалом;
- бадьей по канатной дороге, если строительство проходит в горной местности;
- бетононасосом.
Чаще всего при строительстве монолитного основания для дороги и аэродромного покрытия используют автосамосвалы. Доставляют раствор к месту работ быстро, так как необходимо успеть произвести укладку, уплотнение и отделку до момента схватывания. Требуемые работы выполняют чаще всего в течение двух часов.
Скорость схватывания раствора зависит от температуры воздуха. После приготовления смесь необходимо доставить к месту строительства при:
- 20°-30°С — в течение 30 мин;
- 10°-20°С — не позже, чем через 60 мин;
- 5°-10°С — в течение 120 минут.
У каждого транспортного средства, которое доставляет бетонную смесь, должен быть сопроводительный паспорт (карточка). В документе работник, несущий ответственность за выпуск раствора, указывает:
- время приготовления;
- осадку конуса (подвижности смеси);
- марку цементобетона;
- место укладки.
По паспорту осуществляют контроль продолжительности транспортировки и соответствия марки доставленного цементобетонного раствора, предъявляемым требованиям. Если транспортное средство слишком долго было в пути, и видно, что за оставшееся время специалисты не успеют выполнить комплекс работ, то бетон для укладки полотна не используют. Его отправляют на второстепенные объекты.
Наиболее трудные и энергоемкие процессы при монолитных работах механизированы. Если объект значительно удален от основной базы, то их выполняют вручную. Ориентируясь на принятую технологию и вид сооружения, применяют бетоноукладчик или бетонораздатчик.
Процесс изготовления монолитных плит
Процесс изготовления монолитных плит включает:
- подготовку форм необходимых размеров или выставление опалубочных щитов;
- монтаж арматурного каркаса для улучшения прочности плит;
- заливку бетонной смеси, которую сразу же трамбуют для удаления пузырей воздуха;
- снятие опалубки после застывания раствора.
Готовые плиты оставляют на несколько дней, для набора требуемой прочности.
Где применяют бетонное покрытие
Монолитное покрытие используют для строительства:
- дорог различного типа;
- автомагистралей;
- взлетно-посадочных полос аэродромов;
- разгрузочных площадок в портах;
- причалов;
- прибрежных дорог и набережных;
- тротуаров;
- железнодорожных платформ;
- автобусных остановок.
Используемый в процессе строительства раствор содержит современные добавки, которые повышают плотность, водостойкость, прочность и морозоустойчивость покрытия.

Пластификатор
При строительстве монолитной дороги в раствор добавляют пластификаторы, которые помогают ускорять набор прочности материала. Их применение:
- Повышает подвижность, растекаемость и удобоукладываемость смеси, что приводит к снижению трудозатрат при укладке. В результате получается плотный бетон, в котором образуется меньшее количество пор.
- Обеспечивает удобство при работе с густоармированной конструкцией.
- Увеличивает долговечность бетона и ускоряет набор прочности.
- Предотвращает расслаивание смеси, так как пластификаторы обладают водоредуцирующими свойствами.
- Помогает экономить 10% цемента, что в процессе дорожного строительства составляет огромные суммы.
Пластификаторы продаются в удобной для дозирования форме. Их добавляют в бетон в жидком виде.
Успех проводимых работ
Чтобы строительство монолитной дороги прошло успешно, необходимо:
- Перед началом проведения основных работ произвести пробную укладку. Процесс помогает проверить производительность механизмов и работ, подобрать состав отряда катков, оценить качество и однородность полученной бетонной поверхности.
- Убедиться, что бетонную смесь выпускают на высокопроизводительном бетонном узле. Это позволит обеспечить непрерывную работу специальной техники при равномерной скорости и без остановок, что исключает появление неровностей.
- Рассчитать необходимое количество самосвалов, учитывая производительность растворно-бетонного узла, объема кузова автотранспорта, климатических условий, расстояние транспортировки материала и времени суток. Нельзя, чтобы техника простаивала, ожидая разгрузки.
- Исключить расслоение бетонной смеси при загрузке и выгрузке самосвалов. Поэтому кузов заполняют равномерно, а для укладки используют перегружатели.
- Предохранять раствор от высыхания, укрывая и доставляя материал по графику.
Процесс уплотнения смеси начинают сразу после укладки и завершают в течение часа после того, как бетонная смесь приготовлена. Нарезку швов сжатия производят, когда бетон достигает необходимой прочности, чтобы исключить выкрашивание кромок.
Монолитное покрытие дорог — это прочное и долговечное основание, которое требует минимальных затрат на ремонт и содержание. Появившиеся трещины необходимо сразу же заделывать, иначе они увеличатся в размерах, и придется снимать весь участок монолитного полотна.
Игорь Коваль: «Действующие ГОСТы для добавок в бетон серьезно устарели»

Существующая нормативная база по разработке и применению добавок в бетон требует коррекции. Такие выводы делает руководитель научно-технического центра ООО «Полипласт Северо-Запад» Игорь Коваль. По его мнению, устаревшие ГОСТы не только не позволяют оценивать фактическую эффективность современных добавок, но и тормозят развитие рынка.
– Игорь Валерьевич, действительно ли действующая нормативная документация, а именно ГОСТы на химические и минеральные добавки в бетон, не отвечает запросам производителей?
– К сожалению, это так. Поэтому коррекция нормативов, касающихся применения добавок в бетоне, необходима. Один из важных отраслевых ГОСТ 30459-2008 «Добавки для бетонов и строительных растворов. Определение и оценка эффективности» не пересматривается уже 12 лет. Ряд методик уже не соответствует реальности, они устарели по номенклатуре типов добавок, технологиям производства конструкций, применения бетонов в холодный период года.
В частности, ГОСТ 30459-2008 при оценке эффективности добавок для ЖБИ использует режим прогрева +80 °С. При этом сравнение ведут на контрольном бездобавочном бетоне с величиной осадки конуса ОК = 1–4 см (марка смеси П1) и бетонах с суперпластификатором с ОК = 21 см (марка смеси П5). Техническая проблема в том, что в бетонах с абсолютно разными марками смеси П1 и П5 и неизменной величиной водоцементного отношения в 95% случаев результаты не покажут идентичную прочность – в частности, за счет действия расслоения смеси и погрешности испытаний.
Кроме того, температура +80 °С практически не используется в ЖБИ, КПД, ДСК и отрицательно влияет на физико-механические характеристики бетона по прочности и особенно на параметр качества – долговечность. Производственные режимы на современных продуктах и технологических линиях ограничены +50–60 °С. В связи с этим методика с оценкой при +80 °С и марках смеси П1 против П5 (ОК = 21 см и более), которая в реальности также не используется на заводах ЖБИ (за исключением СУБ или «кассет»), не позволяет оценивать эффективность добавок, т. е. нарушены смысл и цели, декларируемые в данном ГОСТ.
– Какие еще есть несоответствия?
– Серьезные проблемы с методикой оценки эффективности противоморозных добавок по «теплому» и «холодному» методам. Если первый метод используется на практике, то по второму, «холодному», оценить противоморозный эффект добавок почти невозможно. Даже обычные добавки-пластификаторы и просто бездобавочный бетон часто оказываются противоморозными. «Секрет Полишинеля» заключается во времени выдерживания бетона при оттаивании в нормальной температуре (+20 °С). Причем разрешенное время оттаивания до испытаний – от 24 до 48 часов – принимается согласно ТУ производителя добавок. На практике при температуре в теле бетона –12-15 °С не существует химических компонентов, обеспечивающих гидратацию цемента при условии использования добавок в разрешенном нормативами количестве не более 5% от массы цемента. Из этого следует, что бетоны, выдерживаемые по «холодному» методу, не твердеют на проверяемой минусовой температуре и прочность набирают из пластичного состояния смеси сразу после оттаивания за 24 или 48 часов. Ряд технических возможностей и адекватная оценка поликарбоксилатных добавок, несмотря на их активное применение, остались «за бортом» нормативов.
– Помогает ли сертификация добавок в бетон качественному развитию рынка стройматериалов?
– Сертификация – это важно и нужно! Вопрос заключается в квалификации и опыте оценивающих продукцию (бетон). Это скорее вопрос доверия к проверяющим и контролирующим органам, чем к самой процедуре, которая введена правильно.
В формате замещения. Рынок пенополистирола
В настоящее время, по данным экспертов, продолжается сокращение производства и потребления вспененного пенополистирола. Освободившуюся нишу все активнее заменяет экструдированный вид этого теплоизоляционного материала.
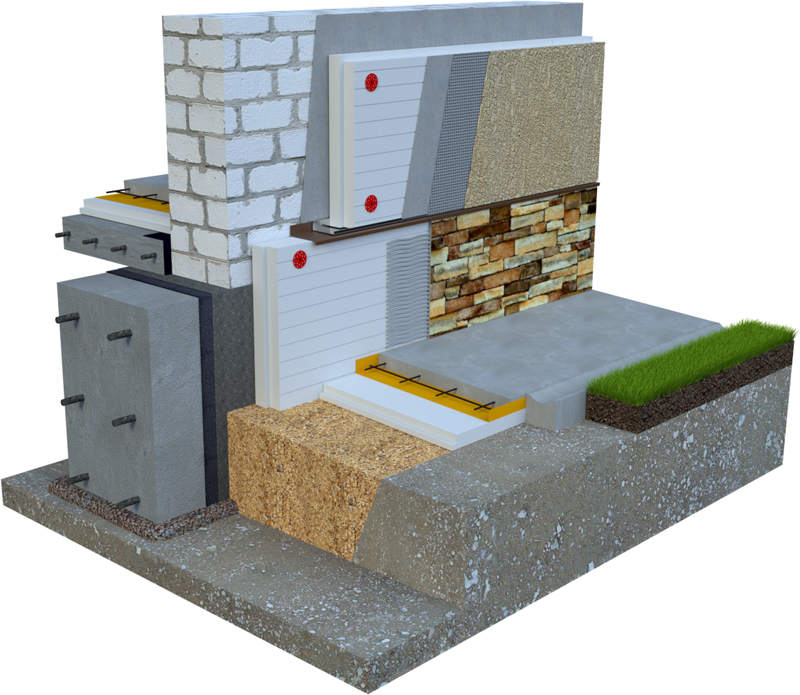
Пенополистирол широко применяется в строительстве новых зданий и сооружений, а также при отделке помещений. В объеме потребления теплоизоляционных материалов его доля достигает 30%. По оценке экспертов, в ближайшей перспективе она будет постепенно увеличиваться и через 5-7 лет достигнет показателя в 40%.
Генеральный директор АПРИ «Флай Плэнинг» Владимир Савченков отмечает, что главными плюсами пенополистирола являются: широкая сфера применения (от утепления подвальных помещений до использования на балконах, лоджиях и фасадах), а также долговечность, высокие теплоизоляционные свойства, легкость в применении, экологичность и доступная цена. «В качестве недостатков можно указать следующее: это легковоспламеняющийся материал, он разрушается под долгим воздействием солнечных лучей, также он отличается хрупкостью. Поэтому при транспортировке и использовании нужно соблюдать меры предосторожности. Но стоит отметить, что указанные недостатки с лихвой покрываются достоинствами. Это современный технологичный материал с универсальными свойствами и широким перечнем возможностей», – считает он.
Путем продавливания
Отметим, что пенополистирол, как теплоизоляционный материал, подразделяется на два вида: вспененный (EPS) и экструдированный (XPS). Производители данных продуктов между собой достаточно жестко конкурируют.
Согласно исследованию аналитического агентства DISCOVERY Research Group, по итогам трех кварталов 2019 года, объем рынка (производство и потребление) EPS в нашей стране составил 5,49 млн куб. м, XPS – 6,21 млн куб. м. В том числе российскими компаниями за данный период времени было экспортировано 6 тыс. куб. м вспененного пенополистирола и 120 тыс. куб. м экструдированного.
Экструдированный пенополистирол, как рассказывает руководитель направления «Полимерная изоляция» корпорации ТЕХНОНИКОЛЬ Алексей Касимов, создается из полистирола общего назначения (ПСОН) методом экструзии (путем продавливания вязкого расплава материала). В результате получается равномерная мелкопористая структура, что придает материалу прочность, практически нулевое водопоглощение и низкий показатель теплопроводности.
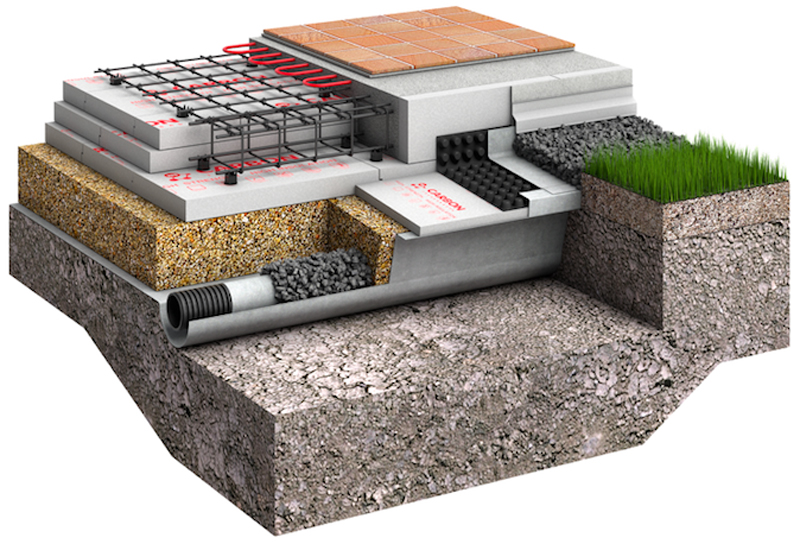
«Экструдированный пенополистирол может применяться в заглубленных конструкциях: фундаменты, подвалы, подземные паркинги, где эффективно защищает фундамент от теплопотерь и разрушительных сил морозного пучения. Также особенностью экструзионного пенополистирола является то, что он может использоваться при температуре от –70°С до +75°С. Благодаря этому материал активно используют в холодильных установках, катках и пр. В целом мы отмечаем ежегодное сокращение рынка EPS, при этом освободившуюся нишу замещает XPS», – добавляет Алексей Касимов.
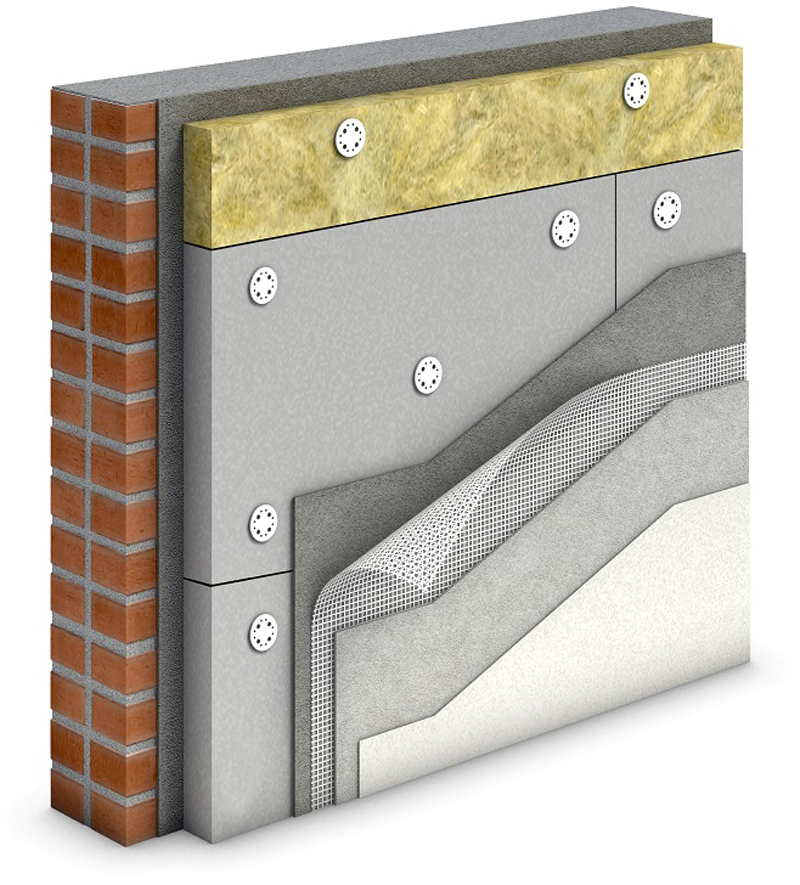
Отвечая новым требованиям
Эксперты считают, что рост потребления экструдированного пенополистирола связан с трендом повышения энергоэффективности зданий. В частности, стандартный слой плит из этого материала в 50 мм сохраняет тепло в помещении так же, как метровая кирпичная или бетонная стена толщиной 2,5 м. Также XPS все активнее применяется в дорожном строительстве для предотвращения морозного пучения полотна. Материал препятствует промерзанию грунта и значительно увеличивает срок эксплуатации дорожного покрытия. Кроме того, экструдированный пенополистирол более прост в переработке – и его производители могут заниматься выпуском вторичных продуктов.
В целом, как отмечают игроки рынка, применение XPS позволяет существенно усовершенствовать и ускорить технологию строительства, значительно снизить затраты при создании новых конструкций, отвечающих новым требованиям строительных норм.
При этом они подчеркивают, что EPS как теплоизоляционный материал не уйдет с рынка совсем. Он останется востребован в бюджетном строительстве и утеплении малоэтажных индивидуальных домов. Кроме того, за счет совершенствования технологий производства этого материала будут повышаться его качественные характеристики и расширяться область применения.
Кстати
С 1 января 2020 года, в соответствии с приказом Росстандарта, в общероссийском классификаторе ОКПД 2 выделены отдельные коды для теплоизоляционных плит из пенополистирола, сэндвич-панелей с пенополистиролом и сэндвич-панелей с минеральной ватой. Предполагается, что это новшество поможет лучше идентифицировать теплоизоляционные продукты в области их применения, а также повысит качество сбора статистической информации, необходимой в том числе для оказания мер господдержки. Изменения в классификаторы подготовлены на основании предложений технической рабочей группы «Ассоциация производителей и поставщиков пенополистирола» в рамках научно-технического совета по развитию промышленности строительных материалов, изделий и конструкций при Минпромторге РФ.