Отопительные перспективы

Отопительные системы в ближайшие годы продолжат совершенствоваться. Будут улучшены характеристики ряда внутренних компонентов, повышена энергоэффективность и автоматизация оборудования, внедрены технологии искусственного интеллекта.
Большинство современных отопительных систем в ближайшее время ожидает дальнейшее технологическое развитие. По словам участников рынка, это требование времени продиктовано растущими требованиями к энергоэффективности, экологичности, экономике производства, а также растущими ожиданиями потребителей в отношении комфорта и удобства.
Ключевые тренды
 В последние годы мы наблюдаем несколько ключевых тенденций в развитии отопительных систем, рассказывает руководитель отдела технического маркетинга компании ООО «СИЭНПИ РУС» Дмитрий Коньшин. Во-первых, это акцент на энергоэффективность и снижение эксплуатационных затрат. Современные решения направлены на оптимизацию потребления энергии, снижение потерь тепла и улучшение управления отопительными процессами. Второй тренд — это цифровизация и автоматизация. Использование систем управления с возможностью удаленного мониторинга и настройки стало стандартом в отрасли. В производстве насосного оборудования CNP активно внедряет инновационные технологии, направленные на повышение эффективности и надежности продукции. Все электродвигатели в насосах CNP соответствуют классу энергоэффективности IE3, что способствует снижению эксплуатационных расходов. Также важно отметить, что при разработке проточных частей используются передовые методы гидродинамического компьютерного моделирования, которые позволяют достичь максимального КПД для каждой модели оборудования.
В последние годы мы наблюдаем несколько ключевых тенденций в развитии отопительных систем, рассказывает руководитель отдела технического маркетинга компании ООО «СИЭНПИ РУС» Дмитрий Коньшин. Во-первых, это акцент на энергоэффективность и снижение эксплуатационных затрат. Современные решения направлены на оптимизацию потребления энергии, снижение потерь тепла и улучшение управления отопительными процессами. Второй тренд — это цифровизация и автоматизация. Использование систем управления с возможностью удаленного мониторинга и настройки стало стандартом в отрасли. В производстве насосного оборудования CNP активно внедряет инновационные технологии, направленные на повышение эффективности и надежности продукции. Все электродвигатели в насосах CNP соответствуют классу энергоэффективности IE3, что способствует снижению эксплуатационных расходов. Также важно отметить, что при разработке проточных частей используются передовые методы гидродинамического компьютерного моделирования, которые позволяют достичь максимального КПД для каждой модели оборудования.
«Помимо этого, наша компания активно внедряет технологии интеллектуального управления насосами. Это включает в себя внедрение частотно-регулируемых приводов (ЧРП), которые позволяют гибко изменять параметры работы насосов в зависимости от текущих потребностей системы; обеспечивает оптимальную производительность и сокращает энергопотребление. В наших продуктах применяется система дистанционного мониторинга и управления, что позволяет заказчикам в реальном времени контролировать работу насосов и оперативно реагировать на изменения в системе», — отмечает специалист.
 Если говорить о мире, то основной тренд в развитии тепловых насосов, продолжает тему генеральный директор ООО «Смартклимат» Олег Ковалев, — это применение новых видов хладагентов, особенно природных (СО2 и пропан). Кроме того, все чаще применяются DC-компрессоры и EC-вентиляторы. В основе и той, и другой технологии лежит возможность управлять производительностью двигателя. Применение именно этих типов оборудования позволяет расширить температурные диапазоны работы, увеличить долговечность оборудования и, конечно, увеличить эффективность работы оборудования: «Параллельный тренд — это IoT, интегрированный в системы умного дома. Управление тепловым насосом по поведенческому графику (учитывая, находится кто-то дома или нет), а также новыми вычислительными алгоритмами позволяет экономить до 30% на отоплении и кондиционировании».
Если говорить о мире, то основной тренд в развитии тепловых насосов, продолжает тему генеральный директор ООО «Смартклимат» Олег Ковалев, — это применение новых видов хладагентов, особенно природных (СО2 и пропан). Кроме того, все чаще применяются DC-компрессоры и EC-вентиляторы. В основе и той, и другой технологии лежит возможность управлять производительностью двигателя. Применение именно этих типов оборудования позволяет расширить температурные диапазоны работы, увеличить долговечность оборудования и, конечно, увеличить эффективность работы оборудования: «Параллельный тренд — это IoT, интегрированный в системы умного дома. Управление тепловым насосом по поведенческому графику (учитывая, находится кто-то дома или нет), а также новыми вычислительными алгоритмами позволяет экономить до 30% на отоплении и кондиционировании».
Выбор —за эффективностью
 Игроки рынка рассказывают и о трендах в производстве котельного оборудования. По словам менеджера по развитию бренда De Dietrich ООО «БДР Термия Рус» Олега Козлова, в отличие от систем отопления многоквартирных домов или общественных зданий, на новые проекты индивидуальных отопительных систем оказывает влияние не только специалист, проектировщик, монтажник, но и все активнее — сам пользователь. Это подстегивает стремительное развитие оборудования для данного сегмента, которое на сегодняшний день удовлетворяет требованиям безопасности, экономичности, автоматизации, а также удобства, дизайна и вариативности использования. Так, например, современный настенный котел De Dietrich Evodens AMC имеет не только сервисный уровень настроек и параметров работы, но и пользовательский доступ для простого пользования клиентом с точной и эффективной подстройкой работы оборудования под изменяющиеся запросы жильцов дома с необходимыми советами, подсказками.
Игроки рынка рассказывают и о трендах в производстве котельного оборудования. По словам менеджера по развитию бренда De Dietrich ООО «БДР Термия Рус» Олега Козлова, в отличие от систем отопления многоквартирных домов или общественных зданий, на новые проекты индивидуальных отопительных систем оказывает влияние не только специалист, проектировщик, монтажник, но и все активнее — сам пользователь. Это подстегивает стремительное развитие оборудования для данного сегмента, которое на сегодняшний день удовлетворяет требованиям безопасности, экономичности, автоматизации, а также удобства, дизайна и вариативности использования. Так, например, современный настенный котел De Dietrich Evodens AMC имеет не только сервисный уровень настроек и параметров работы, но и пользовательский доступ для простого пользования клиентом с точной и эффективной подстройкой работы оборудования под изменяющиеся запросы жильцов дома с необходимыми советами, подсказками.
Я бы классифицировал, добавляет Олег Козлов, новые технологии в производстве современных котлов по трем типам: автоматизации, материалам и принципам работы. Например, в промышленных котлах De Dietrich C 340 применен новый сплав теплообменника на основе «алюминия-кремния», который устойчив к коррозии, высоким температурам и большой разности температур при работе теплообменника. «Автоматизация котлов позволяет в совокупности объединить и безопасность, и регулирование котла, управление нагрузками и потребителями тепла, а также дистанционное управление. А новые принципы работы и устройства котла позволяют достигать высокого ресурса и наилучшей эффективности котлоагрегата, опираясь на обширную базу испытаний, исследований, а также благодаря фактическому опыту эксплуатации, притом некоторые улучшения все еще происходят. Опыт внедрения подобных современных конденсационных котлов лучше всего характеризует все вышесказанное в рамках объектов реконструкции. Так, в сравнении со старым оборудованием удается достичь максимальной автоматизации, снизить расходы газа и электроэнергии и таким образом реализовать потенциал оборудования», — считает он.
 По мнению менеджера по продукту ООО «Навиен Рус» Игоря Колсанова, нам придется смириться с тем, что отопительная техника достигла пика своего развития с конденсационными котлами — КПД уже достиг значения, близкого к 100%, когда весь газ и даже продукты его сгорания используются для нагрева системы отопления. Это касается и газовых котлов, и жидкотопливных. А электрические котлы практически всегда имели максимальные значения КПД. «Следовательно, какого-то значительного прорыва я бы не ждал. Альтернативных источников энергии в обозримом будущем я бы тоже не ждал — уж сильно человечество как вид любит зарабатывать деньги на продаже газа, значит, альтернатива не будет разрабатываться, пока газ в мире не закончится, и это точно не в обозримом будущем. Следовательно, в среднем все будет оставаться примерно так же, как и сейчас: увеличится процент конденсационных котлов на рынке в связи с повсеместным ростом стоимости газа, конденсационные котлы будут становиться все более актуальными. В данный момент экономия едва ли ощущается, особенно в России с ее традиционно невысокими ценами на газ, но тем не менее эти цены увеличиваются каждый год, и все ближе момент, когда конденсационные котлы станут для нас выгодными», — уверен специалист.
По мнению менеджера по продукту ООО «Навиен Рус» Игоря Колсанова, нам придется смириться с тем, что отопительная техника достигла пика своего развития с конденсационными котлами — КПД уже достиг значения, близкого к 100%, когда весь газ и даже продукты его сгорания используются для нагрева системы отопления. Это касается и газовых котлов, и жидкотопливных. А электрические котлы практически всегда имели максимальные значения КПД. «Следовательно, какого-то значительного прорыва я бы не ждал. Альтернативных источников энергии в обозримом будущем я бы тоже не ждал — уж сильно человечество как вид любит зарабатывать деньги на продаже газа, значит, альтернатива не будет разрабатываться, пока газ в мире не закончится, и это точно не в обозримом будущем. Следовательно, в среднем все будет оставаться примерно так же, как и сейчас: увеличится процент конденсационных котлов на рынке в связи с повсеместным ростом стоимости газа, конденсационные котлы будут становиться все более актуальными. В данный момент экономия едва ли ощущается, особенно в России с ее традиционно невысокими ценами на газ, но тем не менее эти цены увеличиваются каждый год, и все ближе момент, когда конденсационные котлы станут для нас выгодными», — уверен специалист.
Комфорт — в приоритете
О росте автоматизации производства, внедрении технологий искусственного интеллекта говорят производители и других видов отопительных систем и оборудования. Также они отмечают значимость энергоэффективности и экологичности оборудования.
 Если говорить о производстве тепловых пунктов, то основной тренд — это повышение автоматизации, подчеркивает руководитель направления «Решения для теплоснабжения» компании «Ридан» Марина Силакова. В работе самих ТП производители оборудования и эксплуатирующие организации стремятся к точности поддержания параметров, надежности и тоже — к автоматизации. «С последним пунктом более-менее все понятно: использование контроллеров с определенными алгоритмами обеспечивает четкое погодозависимое регулирование всего теплового пункта и поддерживает комфортную температуру в помещении (или заданные параметры системы ГВС). Но для полноценной работы тепловых пунктов, четкого и оперативного попадания в заданные параметры нужны еще верно подобранные насос, теплообменник и регулирующая арматура. Ну и надежность, естественно, складывается из высококачественных компонентов для оборудования и точности обработки внутренних компонентов. Сейчас пользователи стали выбирать комфорт. Поэтому готовы даже переплачивать за то, чтобы изначально стояло оборудование с более долгим сроком эксплуатации, гарантирующее комфортную внутреннюю атмосферу дома, офиса».
Если говорить о производстве тепловых пунктов, то основной тренд — это повышение автоматизации, подчеркивает руководитель направления «Решения для теплоснабжения» компании «Ридан» Марина Силакова. В работе самих ТП производители оборудования и эксплуатирующие организации стремятся к точности поддержания параметров, надежности и тоже — к автоматизации. «С последним пунктом более-менее все понятно: использование контроллеров с определенными алгоритмами обеспечивает четкое погодозависимое регулирование всего теплового пункта и поддерживает комфортную температуру в помещении (или заданные параметры системы ГВС). Но для полноценной работы тепловых пунктов, четкого и оперативного попадания в заданные параметры нужны еще верно подобранные насос, теплообменник и регулирующая арматура. Ну и надежность, естественно, складывается из высококачественных компонентов для оборудования и точности обработки внутренних компонентов. Сейчас пользователи стали выбирать комфорт. Поэтому готовы даже переплачивать за то, чтобы изначально стояло оборудование с более долгим сроком эксплуатации, гарантирующее комфортную внутреннюю атмосферу дома, офиса».
 Владелец, генеральный директор АО «Фирма Изотерм» Виктория Нестерова отмечает, что в последнее время на рынке наблюдается тенденция к созданию более энергоэффективных и экологичных отопительных систем. Все больше внимания уделяется возможности дистанционного управления и интеграции в интеллектуальные системы. Компания «Изотерм» производит конвекторы, которые можно интегрировать в умные системы и управлять ими через мобильное приложение, что позволяет значительно снизить потребление энергии без потери комфорта: «Кроме того, потребители все больше обращают внимание на эстетическую привлекательность отопительных приборов и возможность гармонично интегрировать их в современные интерьеры. Мы предлагаем широкую типоразмерную линейку трубчатых радиаторов и дизайн-конвекторов, которые позволяют подобрать изделие для любого помещения с учетом его площади и конструктивных особенностей».
Владелец, генеральный директор АО «Фирма Изотерм» Виктория Нестерова отмечает, что в последнее время на рынке наблюдается тенденция к созданию более энергоэффективных и экологичных отопительных систем. Все больше внимания уделяется возможности дистанционного управления и интеграции в интеллектуальные системы. Компания «Изотерм» производит конвекторы, которые можно интегрировать в умные системы и управлять ими через мобильное приложение, что позволяет значительно снизить потребление энергии без потери комфорта: «Кроме того, потребители все больше обращают внимание на эстетическую привлекательность отопительных приборов и возможность гармонично интегрировать их в современные интерьеры. Мы предлагаем широкую типоразмерную линейку трубчатых радиаторов и дизайн-конвекторов, которые позволяют подобрать изделие для любого помещения с учетом его площади и конструктивных особенностей».
 Первое, что можно выделить из основных трендов в производстве греющих кабелей среди наших клиентов, рассказывает ГИП (главный инженер) ООО «Обогрев Люкс» Игорь Скворцов, это энергоэффективность — что для рядового пользователя, что для крупного коммерческого предприятия; системы обогрева должны быть эффективными по части минимизации затрат на электроэнергию. Во-вторых, при работе систем обогрева клиенты ориентируются на автоматизацию всех основных процессов, начиная от автоматического запуска в зависимости от температуры среды до контроля работ и состояния систем. Многие пользователи предпочитают интегрировать обогрев вместе с технологиями умного дома, также помогающими оптимизировать расходы на отопление. Также стоит отметить, что пользователи отдают предпочтение модульным системам обогрева, которые легко адаптируются под различные условия эксплуатации, а их установка не занимает много времени. Последнее — это установка систем скрытого монтажа, не мешающих дизайнерским решениям наших клиентов.
Первое, что можно выделить из основных трендов в производстве греющих кабелей среди наших клиентов, рассказывает ГИП (главный инженер) ООО «Обогрев Люкс» Игорь Скворцов, это энергоэффективность — что для рядового пользователя, что для крупного коммерческого предприятия; системы обогрева должны быть эффективными по части минимизации затрат на электроэнергию. Во-вторых, при работе систем обогрева клиенты ориентируются на автоматизацию всех основных процессов, начиная от автоматического запуска в зависимости от температуры среды до контроля работ и состояния систем. Многие пользователи предпочитают интегрировать обогрев вместе с технологиями умного дома, также помогающими оптимизировать расходы на отопление. Также стоит отметить, что пользователи отдают предпочтение модульным системам обогрева, которые легко адаптируются под различные условия эксплуатации, а их установка не занимает много времени. Последнее — это установка систем скрытого монтажа, не мешающих дизайнерским решениям наших клиентов.
 Сооснователь, технический директор ООО «ФОРСЕЛ» Алексей Попович отмечает, что первым по показателям эффективности среди новых технологий, задействованных в производстве теплообменного оборудования, стоит внедрение роботизированных систем с искусственным интеллектом (ИИ) для сварки трубных пучков. Преимущество работы с ИИ — ускорение процессов, уменьшение влияния человеческого фактора и увеличение производственной мощности: один оператор может контролировать несколько установок одновременно.
Сооснователь, технический директор ООО «ФОРСЕЛ» Алексей Попович отмечает, что первым по показателям эффективности среди новых технологий, задействованных в производстве теплообменного оборудования, стоит внедрение роботизированных систем с искусственным интеллектом (ИИ) для сварки трубных пучков. Преимущество работы с ИИ — ускорение процессов, уменьшение влияния человеческого фактора и увеличение производственной мощности: один оператор может контролировать несколько установок одновременно.
По его словам, «Форсел» уже сейчас разрабатывает это ноу-хау и будет внедрять в ближайшие годы. Еще одну относительно новую технологию — BIM-моделирование — компания уже давно активно использует: «Технологией будущего в нашей профессиональной области называют все, что улучшает теплопередачу. Например композиты с гидрофобными покрытиями. Автоматизация работы повсеместно внедряется в производства, однако точность расчетов до сих пор неидеальная, и в этом плане есть куда стремиться», — подчеркивает представитель рынка.
Арматура

Современное строительство, как гражданское, так и промышленное, сложно представить без использования арматуры. Арматура строительная представляет собой стержни, которые в процессе монтажа собираются в необходимую конструкцию: сетку или каркас. Смонтированный каркас или сетку заливают бетонным раствором. Применение армирующего каркаса оправдано тем, что бетон отлично работает на сжатие, но плохо на растяжение. Арматура принимает на себя растягивающие нагрузки и перераспределяет их на массив. За счет этого удается добиться прочности и увеличения несущей способности железобетонных конструкций. Армированные конструкции в значительной мере меньше подвергаются растрескиванию.
Армконструкция должна иметь:
- Повышенную прочность
- Устойчивость к вибрации
- Высокую пластичность
- Стойкость к деформациям
- Инертность к коррозийным процессам
Разновидности арматуры
В зависимости от использования арматура бывает:
- Рабочей. Называется так, потому что преобладающе работает в связке с бетоном. Воспринимает растягивающие, реже сжимающие нагрузки возникающие от веса конструкции и внешних нагрузок.
- Монтажной. Монтажная арматура не воспринимает никаких нагрузок. Необходима для фиксации и удержании рабочей арматуры в запроектированном положении. Иногда монтажные стержни вынимают.
- Поперечной. Поперечная арматура устанавливается перпендикулярно продольным несущим стержням. Служит для воспрепятствования усилий сдвига и поперечной силы, и для предотвращения выпучивания продольных прутов арматурного каркаса. Собирает отдельные прутья в объемный каркас и обеспечивает конструкции пространственную работу.
- Распределительной. Данный тип арматуры необходим для перераспределения нагружающих усилий внутри монолитной конструкции. Связывается с рабочими прутами сваркой или проволочной скруткой.
В настоящее время в строительной индустрии используют два принципиально различных вида арматуры:
- Стальная. Производится в виде стальных прутов или бухт разной длины и диаметра сечения.
- Композитная. Изготавливается из органического сырья. И выполняет те же задачи, что и стальная.

Общая классификация стальной арматуры
Чтобы проще разбираться в арматурном каркасе, существует классификация по признакам.
По классам арматура бывает:
- А240. Выпускается сечением от 6 до 40 миллиметров из стали марки Ст3кп, Ст3пс и Ст3сп
- А400. В зависимости от марки стали, Ст5пс и Ст18сп, диаметр бывает 6- 40 миллиметров. Из марок 18Г2С производят прутья диаметром равным 40-80 миллиметров.
- А500. Делают профиль от 10 до 40 мм.
- А600. Производят пруты толщиной 10- 40 миллиметров.
- Ап600. 10-40 мм.
- А800. Данную арматуру изготавливают диаметром от 10 до 32 мм.
- А1000. Как и в предыдущем классе d=10-32 мм.
- В500. От 3 до 16 мм.

Индекс В означает, что арматура получена холоднодеформированным способом.
- Вр500. Выпускают 3-5 миллиметров в диаметре.
- Вр1200. d=8мм.
- Вр1300. Производят 7 миллиметров в диаметре.
- Вр1500. Выпускают диаметром 3 мм.
- Вр1600. Встречается 3-5 миллиметров.
Индекс К интерпретируется как арматура канатная.
- К1400. Производится d=15 мм.
- К1500. d=6-18 мм.
- К1600. Имеет размеры 6, 9, 11 ,12 ,15 миллиметров
- К1700. Данный прокат выходит с размерностью 6-9 мм. в диаметре.

По способу изготовления
- Горячекатанная.
- Холоднодеформированная
- Канатная
Производство арматурного проката
Изготовление арматуры начинается на металлургических комбинатах. Там из железной руды с добавлением угля получают чугун. Далее чугун переплавляют в сталь, добавляя в исходное сырье легирующие элементы. Они придают стали заданные свойства. В качестве легирующих химических веществ используют: марганец- Г, кремний-С, хром- Х, никель-Н, молибден-М, вольфрам- В, селен-Е, алюминий- Ю, титан- Т, ниобий- Б, ванадий- Ф, кобальт- К, медь- Д, бор-Р, азот-А, цирконий- Ц. Буквенный индекс через дефис говорит об обозначении химического элемента в маркировке стали.
Затем расплав подается на машину непрерывного разлива. Сталь сливается в распределитель, подается в кристаллизатор, а оттуда в специальные желоба, где и охлаждается. Изначально заготовки для будущей арматуры имеют квадратное сечение. В таком виде сырье для получения арматуры храниться до момента, когда отправиться на металлопрокатный стан. Перед тем как начать процесс формирования арматуры, заготовки разогревают в печи для увеличения пластичности. Температура разогрева зависит от марки стали. Важно не перегреть, чтобы не ухудшить показатели твердости будущего изделия. Недогрев тоже нежелателен, так как усложняет процесс вытягивания. Разогретые бруски пропускают через систему валков. Каждый блок валков имеет меньший размер по сравнению с предыдущим. При этом происходит утончение и удлинение заготовки, и формирование круглого профиля. Так получают проволоку катанку, которая может служить самостоятельным изделием и являться материалом для дальнейшей переработки, и горячекатанную арматуру. На заключительном этапе протягивания на арматуру наносятся насечки. Предусмотрены кольцеобразные, серповидные и комбинированные. Насечки, они же ребра, нужны для лучшего механического сцепления арматуры и бетона.
Холоднодеформированную арматуру- проволоку получают прокаткой на специальном станке до заданного диаметра. Применяют для производства катанку из высокоуглеродистой и низкоуглеродистой стали. Холоднодеформированный прокат выпускают размером в диаметре от 3 до 16 миллиметров.
Канатная арматура. Наиболее эффективная напрягаемая арматура выпускается в виде канатов. Представляет собой закрученные по спирали вокруг центральной проволоки проволочные нити. В производстве первое место занимает канатная арматура из семи нитей, но существуют 3, 19 проволочные канаты и арматурные пучки, состоящие из продольных не свитых проволок или канатов.

По типу профиля
- Гладкий. На поверхности изделия отсутствуют ребра. Пример гладкого профиля арматура А240
- Периодический. На поверхность изделия в процессе производства наносятся насечки перпендикулярно или под углом к продольной оси. Ребро на пруте арматуры отстоит от другого на одном и том же расстоянии, называемом периодом, по всей длине изделия. Отсюда происходит название ребристопрофильной арматуры- периодическая.

По условиям эксплуатации
- Ненапрягаемая. Ненапрягаемая арматура предназначена для формирования сеток, пространственных каркасов, армированных поясов в обычном состоянии.
- Напрягаемая. Применяется для производства предварительно напрягаемых железобетонных конструкций. Как известно, бетон чувствителен к усилиям растяжения и провисания. Для того чтобы нивелировать эти нагрузки бетону необходимо придать расчетное предварительное сжатие. Сжимающее усилие бетону придает напрягаемая арматура. Напряжение арматуры основано на том, что предварительно растянутый металл после снятия напряжения стремиться принять прежнюю первоначальную форму, то есть сжаться. Но если при этом арматурный материал обжат бетоном, то нагрузка сжатия передается на всю железобетонную конструкцию. Напрягают арматуру механическим, электротермическим, электромеханическим способом.
При механическом напряжении арматуру растягивают до расчетного значения винтовыми или гидравлическими домкратами.
При электротермическом способе под воздействием электрического тока происходит нагрев до 300-3500 С. За счет нагрева металл расширяется. Нагретую арматуру до охлаждения помещают между упорами, препятствующими ее укорачиванию. В процессе понижения температуры в прутах или канатах возникают растягивающие напряжения. Напряженную арматуру заливают бетоном и, после затвердения снимают напряжение. Сжимающая нагрузка передается на бетон за счет анкеров, которые закреплены на противоположных концах прутов арматуры, либо при помощи механического сцепления бетона за ребра арматурного прута. Электротермический способ хотя и менее трудоемок, но не обеспечивает точности соблюдения заданных параметров.
Электромеханический вобрал в себя технологические операции электротермического и механического способов растяжения.
Еще одним способом создания преднапряженных конструкций является способ натяжения на бетон. Заключается он в следующем. Перед заливкой бетонного раствора в форму помещают пластиковую трубу в расчетном месте. После застывания и вынимания трубы в массиве образуется канал. В него прокладывают арматуру и напрягают обычным способом. Затем канал бетонируют, анкеруют концы прутьев. Таким способом строятся длинномерные конструкции. Например, мосты. Натяжение на бетон позволяет прочно и надежно соединить сегменты пролета моста.
В настоящее время набирает популярность технология производства бетона на напрягающих цементах. Суть заключается в том, что бетон на напрягающем цементе во время затвердевания расширяется и растягивает арматуру. Так как арматура препятствует свободному расширению бетона, в массиве возникает сжимающее напряжение.

Композитная арматура
Арматура из композитных материалов получает все большее распространение. Композитная арматура производится:
- Стеклокомпозитная. Производится из тончайших нитей стекловолокна.
- Базальтокомпозитная. Выпускается из предварительно расплавленного природного материала базальта
- Углекомпозитная. Сырьем для производства служит углеволокно, состоящее из углеродных нитей.
- Арамидокомпозитная. Состоит из полиамидных волокон, которые обеспечивают высокую механическую прочность. Известно под торговой маркой «Кевлар».
Принцип производства сводится к тому, что расплавленное сырье вытягивается в нити на фильерных машинах и скрепляется в жгуты полимерной органической смолой. Выпускается толщиной от 4 до 32 мм. гладкой и рифленой фактуры. В зависимости от диаметра производится в бухтах – до 8мм, в прутах- при диаметре от 8 миллиметров. Получила широкое распространение в дорожном строительстве, в строительстве бассейнов; армировании фундаментов при частном строительстве и прочих ненагруженных фундаментов; в бетонных конструкциях, где есть угроза возникновения коррозии; при создании пешеходных и велосипедных дорожек; формировании арм. пояса в кирпичной или блочной кладке; устройстве отмосток вокруг зданий.

Сравнение стальной и композитной арматуры
Оба вида имеют свои достоинства и недостатки. Нельзя однозначно выделить какой-либо материал в лидеры по всем критериям. Для каждой конкретной задачи применима определенная арматура. Правильный выбор с экономической и технологической точки зрения может быть сделан только после грамотных проектных расчетов.
К плюсам стальной арматуры относится:
- При необходимости может соединяться методом сваривания. Этот момент важен если необходимо придать каркасу жесткость.
- Можно гнуть под любым углом на строительной площадке. В зависимости от конфигурации бетонного изделия стальная арматура способна повторить контур и при сгибе не создает напряжения в сторону разгибания. Значимый фактор, так как в углах стен и фундаментах не допускается прерывистость прутьев. Композитная арматура не способна сгибаться под углом в 90 градусов. При сгибе возникают силы, стремящиеся вернуть прут в исходное положение. Изогнутые композитные элементы арматуры можно заказать только на заводе. Согласно техническому заданию, их изготовят в нужном количестве
- Подходит для монолитного строительства многоэтажных зданий
- Есть возможность напряжения. Преднапряженные бетонные элементы хорошо работают на прогиб, обладают повышенной трещиностойкостью. За счет повышенной прочности есть можно уменьшить сечение изделия без снижения прочностных характеристик, поэтому требуется меньше расход бетона и стали.
- Обладает токопроводностью, это позволяет производить электропрогрев бетона в условиях низких температур. Свойство стальной арматуры проводить электрический ток полезно для создания системы заземления и молниеотведения. Композитная арматура, из-за физических характеристик непригодна для выполнения таких задач.
- Огнестойкость. Стальная арматура начинает приобретать избыточную пластичность и терять свои несущие свойства при 6000С. И в этом ее серьезный плюс. В то время как композитная размягчается при 250-3000 С. Нарушение арматурного каркаса может привести к обрушению здания.
- Простота работы на строй площадке. Со стальной арматурой привычно и просто работать в полевых условиях, соблюдая минимальные требования безопасности. При работе с композитными материалами, нужно надежно защищать кожу и слизистые и дыхательные пути от попадания органической пыли.
Достоинства композитной арматуры
- Невысокая стоимость. Производство полимерной арматуры значительно дешевле стальной.
- Коррозийная стойкость. Композитные материалы не подвержены коррозии, в то время как стальную арматуру необходимо защищать от прямого воздействия воздуха и влаги. Все виды пластиковой арматуры можно применять холодных в условиях, когда в бетон добавляют антиморозные добавки. Стальная арматура в бетоне с добавками активно коррозирует.
- Низкий коэффициент теплопроводности. Благодаря этому свойству исключается образование мостиков холода. Расширение при охлаждении сопоставимо с показателями расширения бетона, поэтому не происходит отслоения арматуры и трещин в толще бетона.
- Диэлектрические качества. Являются плюсом композитной арматуре при строительстве зданий и помещений, где присутствие посторонних электромагнитных полей нежелательно. Это исследовательские и центры МРТ, радиотехнические лаборатории и так далее.
- Простота транспортировки. Композитная арматура легче стальной в 5 раз. Продукция малого сечения, до 8 миллиметров сворачивается в бухты. Поэтому нет необходимости в специальном длинномерном транспорте для перевозки. Для частного домостроения пластиковую арматуру можно привезти на личном транспорте.
- Высокая удельная прочность. Прочность композитной арматуры выше прочности стальной примерно в 3 раза. Но композитные материалы уступают стали по модулю упругости. Это говорит о том, что армировать нагруженные объекты ни стекалопаластиковой, ни базальтопластиковой, ни прочими видами органических арматур нельзя. Композитная продукция не подходит для изготовления предварительно напряженных конструкций, потому что имеет огромные потери напряженности с течением времени. То есть со временем, в течение 5-7 лет в органической арматуре теряется усилие сжатия, и напряженность бетона резко снижается. При сохранении внешней нагрузки бетон начнет трескаться и крошиться.

Ориентируясь на приведенные преимущества, невозможно однозначно сказать: какая арматура лучше, надежнее, практичнее. Однозначно формируется вывод, что для каждого вида есть своя область применения. Стальную арматуру оправданно использовать в преднапряженных объектах: балках, фундаментных блоках, перекрытиях. И в ненапряженных изделиях: ленточных фундаментах, набивных фундаментах, плитных основаниях, колоннах, несущих конструкциях. Композитную рационально применять для усиления кладки, для фундаментов частного малоэтажного строительства на твердых, не пучинистых грунтах, при условии неразрывности армирования углов; для неответственного армирования: лестничных маршей, не несущих колонн, чаш бассейнов. При выборе арматуры важно опираться на обоснованное мнение проектировщика, подкрепленное расчетами показателей и характеристик, взятых из СП и СНиП.
Обмазочная гидроизоляция: практично и надежно
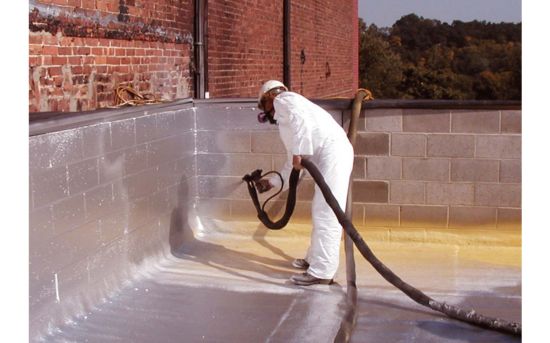
Гидроизоляция обмазочными материалами - один из самых доступных способов защиты гражданских и промышленных конструкций от влаги. Она может задействоваться при проведении как наружных, так и внутренних работ. Современные технологии помогают улучшать характеристики обмазочных гидроизоляционных материалов и расширяет область их применения.
Обмазочные гидроизоляционные материалы – это специальные смеси, в основе которых битум, полимеры, цемент и их сочетание. Обмазочная гидроизоляция имеет высокий показатель удержания влаги, паронепроницаемости, долговечности и т.д. На отдельных ее достоинствах заострили внимание эксперты.
Максимальная герметичность
 По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
По словам менеджера по продукту «Гидроизоляция» Master Builders Solutions, ООО «МБС Строительные системы» Дмитрия Лупанова, в определении «обмазочная гидроизоляция» уже заложен принцип её применения и действия. Данный вид гидроизоляции наносится на изолируемую область ручным или механизированным способом и приобретает сцепление со всей площадью поверхности. Этим она отличается от многих гидроизоляционных материалов свободной раскладки (ПВХ, ТПО, ЭПДМ и пр. рулонные мембраны). За счёт сцепления с поверхностью и отсутствия швов обмазочная гидроизоляция обеспечивает высокую степень надежности и снижает риски распространения воды по контакту между конструкцией и изоляционным слоем.
 Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
Технический директор ООО «РЕММЕРС» Сергей Шибаев отмечает, что обмазочная горизонтальная гидроизоляция, в отличие от инъекционной, делается исключительно на этапе строительства. Основная ее задача – предупреждение капиллярного подсоса влаги, который может достигать высоты до нескольких метров от уровня грунта. Создавая непроницаемый барьер между фундаментом и стеной здания, предотвращается подъем влаги по пористой структуре строительного материала, что особенно важно при строительстве объектов из кирпича, дерева и газобетона. «Традиционно в России для этой цели используют рулонную гидроизоляцию на битумной или битумно-полимерной основе, не принимая в расчёт надежность, долговечность и эксплуатационные характеристики. Но рулонная гидроизоляция создает в сечении стены зону с пониженной стойкостью к сдвигающим нагрузкам. Выступающие края рулонного материала затрудняют отделку цоколя, а также необходимый нахлест листов утолщает размеры шва в данной области. Поэтому качество рулонной отсечной гидроизоляции в значительной мере зависит от аккуратности и тщательности выполнения работ, а также от качества самого рулонного материала»,- подчеркивает Сергей Шибаев.
 Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Стоит добавить, что в настоящее время обмазочную гидроизоляцию активно задействуют и на бытовом уровне. Как рассказывает специалист по связям с общественностью ООО «Крепс» Надежда Цыпкина, на данный момент при гидроизоляции санузлов в многоквартирном доме очень часто применяют акриловую гидроизоляцию. «Её особенность в том, что она абсолютно не впитывает воду и поверхность после обработки получается очень гладкая, дальнейшая обработка (оштукатуривание или облицовка) возможна только очень дорогими материалами, содержащие большое количество полимерных добавок в составе. В свою очередь гидроизоляции на основе цемента имеют в составе песок, за счёт которого обработанная поверхность обладает достаточной шероховатостью, поэтому к материалам для дальнейших отделочных работ не предъявляется особых завышенных требований»,- отмечает эксперт.
Критерии выбора
При выборе обмазочной гидроизоляции следует ориентироваться на четыре важных критерия, подчеркивает Дмитрий Лупанов. Первый - это тип сооружения, где будет задействована гидроизоляция и сама гидроизолируемая зона. А именно - учитывается само инженерное решение. Соответственно, внешняя гидроизоляция стен фундамента здания или внутренняя гидроизоляция резервуара формируют разный набор требований к материалу. Зона гидроизоляции, финишное покрытие в цокольной части здания или межслойная изоляция между стяжкой и плитой перекрытия подземного паркинга также влияют на его выбор.

Второй критерий выбора того или иного гидроизоляционного материала – это его условия эксплуатации и ожидаемый срок службы. Тут учитываются тип воздействия воды (капиллярная влага из основания или напорная вода влияют на изоляционные свойства материала); механические воздействия на поверхность изоляции при эксплуатации на прочность сцепления, прочность при разрыве, абразивную стойкость; перепады температур или циклические динамические нагрузки, влияющие на способность к перекрытию трещин (эластичность), паропроницаемость и т.д.
Третий важный критерий, продолжает Дмитрий Лупанов, – это простота или сложность применения материала. Скорость его нанесения, продолжительность межслойной сушки, время до введения в эксплуатацию и т.д. Четвертый фактор – экономический. Необходимо учитывать исходную стоимость материала и трудозатраты при применении, а также – межремонтные сроки службы и стоимость ремонта.
В контексте применения обмазочных гидроизоляционных материалов на бытовом уровне потребителям также важно соблюдать вполне простые правила. «Возможные промахи - такие же, как при выборе любого строительного материала. Всегда важно заранее правильно замерить помещение, знать, на какое основание что вы наносите, что планируете делать дальше и внимательно читать инструкцию. При всех сомнениях лучше до покупки проконсультироваться у производителя через сайт или горячую линию, он поможет все сделать правильно и предотвратить будущие ошибки, последствия которых испорченный новый ремонт и проблемы с соседями»,- делает выводы Надежа Цыпкина.
Активное развитие
Как отмечает Дмитрий Лупанов, обмазочная гидроизоляция – тип изоляции, который был изобретен самым первым. «Несмотря на это, направление всё ещё очень активно развивается. Например, в области полимецементных мембран мы достигли новой планки с материалом MasterSeal 6100 FX в технологичности (сократился срок введения в эксплуатацию до 3 дней) и в надёжности: повысилась адгезия до 2 МПа, перекрытие трещин до 2 мм, стойкость к постоянному давлению воды до 5 бар. Общий срок службы достиг 80 лет»,- добавляет он.
Действительно, отмечает Сергей Шибаев, современный уровень развития строительной химии дает новые возможности в этой области. Основываясь на принципе долгосрочной надежности, компания Remmers рекомендует эластичную обмазочную гидроизоляцию для выполнения горизонтальной отсечки. Наиболее популярным решением является полимерцементная гидроизоляция Remmers MB 2K. Она удобна и строителю, так как наносится быстро (время полимеризации от 9 часов) и владельцу здания, так как имеет чрезвычайно высокую стойкость к сжимающим нагрузкам, высокую адгезию ко всем строительным материалам (включая битумные основания, пластик и металл), что гарантирует длительный срок службы без снижения эффективности.
«Важным критериев для выбора материала является и его эластичность, так как подвижки и усадка фундамента неизбежны в новом строительстве. Применяя гидроизоляционную обмазку MB 2K как для гидроизоляции фундамента, так и для горизонтальной гидроизоляции можно быть совершенно спокойным за ее целостность, так как она имеет практически уникальный параметр перекрытия трещин в своем классе – при ширине раскрытия до 3 мм»,- подчеркнул представитель компании Remmers.